
Abstract
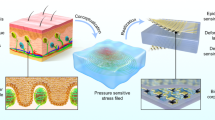
Skin-integrated haptic interfaces that can relay a wealth of information from the machine to the human are of great interest. However, existing haptic devices are not yet able to produce haptic cues that are compatible with the skin. In this work, we present the stretchable soft actuators for haptic feedback, which can match the perception range, spatial resolution, and stretchability of the skin. Pressure-amplification structures are fabricated using a scalable self-assembly process to ensure an output pressure beyond the skin perception threshold. Due to the minimized device size, the actuator array can be fabricated with a sufficiently high spatial resolution, which makes the haptic device applicable for skin locations with the highest spatial acuity. A haptic feedback system is demonstrated by employing the developed soft actuators and highly sensitive pressure sensors. Two proof-of-concept applications are developed to illustrate the capability of transferring information related to surface textures and object shapes acquired at the robot side to the user side.
Similar content being viewed by others

Introduction
Haptic devices are attracting increasing attention, driven by the great demand for more effective interactions with smart machines, such as robots, prosthetics, computers, equipment, and even virtual environments. Effective human-machine interfaces (HMIs) significantly impact a broad range of applications, including robotics, rehabilitation, teleoperation, smart manufacturing, entertainment, and training in virtual reality/augment reality environments1,2,3. As a communication channel between users and machines, an effective HMI should be bidirectional and interactive, as illustrated in Fig. 1a. While remarkable progress has been made in developing sensors to capture human actions and intentions to control machines (for human control) and to impart machines with sensing capabilities (for machine sense). Despite the progress on sensors, the feedback channel from machines to users is largely unexplored. Conventional HMIs rely heavily on visual and auditory feedback as well as traditional control terminals, such as mouses, keyboards, touchpads, and joysticks4. Haptic perception is essential for all human actions, which helps humans to explore, understand, and interact with the surrounding environment. Haptic perception is, however, underexploited in HMIs5.

a Illustration of closed-loop human-machine interfaces. b Pictures of an actuator without pressure-amplification structures when the applied voltage is OFF and ON (Scale bar: 2 mm). c Front and side views of an actuator attached to the finger (Scale bar: 10 mm). d Left: top view of an actuator array integrated with the fabric. The inserts show the schematic diagram of the top view of the actuator array (left insert) and a picture of an actuator with the pressure-amplification structure under applied voltage (right insert) (Scale bar: 1 mm). Right: bottom view of an actuator array integrated with the fabric. The insert shows the schematic diagram of the bottom view of the actuator array. e Pictures showing actuators without pressure-amplification structure under bending, twisting, and stretching without applied voltage (Scale bar: 3 mm).
To generate mechanical sensations on the skin, existing haptic devices mostly rely on high-performance but rigid electromagnetic actuators, such as voice coils, that are bulky and impede the user’s natural dexterity. With the help of stretchable strategies, overall skin conformability has been largely improved6,7,8. The pitch size demonstrated in the literature can be as small as 13 mm, but this is not small enough for delivering haptic signals to skin areas with high spatial acuities, such as the face and hand6. Alternatively, soft actuators have been actively pursued to generate static and dynamic sensations9,10,11,12, but facing challenges in mechanical stretchability and actuation performance7,10,13.
Soft actuators for haptic sensations can be broadly classified into three types: electrostimulation14, externally force driven6,15, and those based on stimuli-responsive materials16. Electrostimulation is well-explored for skin-like haptic devices, primarily due to its simplicity in structure7. However, the skin impedance fluctuates over time due to sweating and hydration changes. It is therefore difficult to maintain sufficient current injections and avoid provoking uncomfortable sensations or electrically induced lesions7,10,17. External force-driven actuators, mainly pneumatic and hydraulic actuators11, are widely explored due to their ability to produce constant and large deformations and forces. However, these systems are typically bulky due to the need for auxiliary compressors, reservoirs, pumps, tubing, and valves, which makes them difficult for miniaturization10,18.
Considerable research efforts have been devoted to actuators that rely on material properties17. These materials enable actuation when subjected to external stimuli, such as electricity, light, and heat19,20. Comparably, this type of actuator is lighter and thinner. Dielectric elastomer actuators, in particular, employ dielectric elastomers that can deform in response to the applied voltage12,21,22. Strategies are explored to improve the actuation output and enable self-healing. For example, solid-state dielectrics are replaced with liquid ones and device structures are configured to generate a zipping motion. The resulting hydraulically amplified self-healing electrostatic actuators (HESEL) can couple the electrostatic and hydraulic pressures for fast and amplified actuation12. The flexible hydraulically amplified taxels (HEXEL) with a relatively large pitch size of about 10 mm can generate maximum forces over 300 mN and out-of-plane displacement of 500 μm23. A modified structure can reduce the pitch size to about 2.5 mm and generate a larger strain of 1.45 mm, but at the cost of much-reduced output force (13 mN)24. Regardless, existing mechanical cutaneous haptic devices are not yet able to produce haptic cues compatible with the mechanical sensory capabilities of the skin, especially in force and spatial perceptions10,11,25. The lack of high-performance haptic interfaces with miniatured form factors (e.g., compact, thin, and flexible) has held back the wide real-world adoption of haptic technologies.
In this work, we present the materials, structures, and applications of mechanical haptic devices that are informed by the functional and mechanical characteristics of the skin. Stretchable pressure-amplified electrostatic actuators are developed (shown in Fig. 1b–d) that can achieve a high resolution down to 3 mm, which meets the two-point discrimination (2PD) threshold at the most sensitive skin area (e.g., fingers)26. With soft pillars as pressure-amplification structures, the output pressure is substantially increased without increasing the voltage. The actuators can generate a displacement of around 500 μm and a pressure of around 1 MPa, which are beyond the threshold of the skin’s haptic perception. The actuators are made from soft materials and can be stretched up to 15% strain (Fig. 1e) without sacrificing much of the actuation performance. The developed skin-compatible devices are suited to establish more efficient closed-loop haptic communications between users and machines. To illustrate the applications in HMIs, resistive pressure sensors enabled by porous materials are fabricated to capture information regarding surface textures and object shapes from the robot side. Such information is conveyed to the human side by generating haptic feedback on the skin surface, enabling bilateral human-robot interactions.
Results and discussion
Requirements of skin-integrated haptic interfaces for generating mechanical sensation
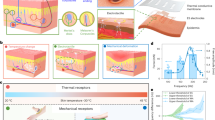
Skin is the human body’s largest sensory organ consisting of mechanical and thermal sensory receptors that form the basis of the tactile sense and interactions with surroundings. Inspired by the success of skin-integrated sensors, it is equally important for haptic interfaces to be designed according to the perception capabilities and mechanical properties of the skin. Desired haptic interfaces for generating mechanical sensations should be informed by the characteristics of the skin: (1) the output of the actuator should exceed the threshold of the skin’s haptic sensation. Skin’s tactile threshold varies in different areas of the human body26,27,28,29,30,31. From the literature, a displacement of around 100 μm32 and a pressure of around 150 kPa28,29,30,33 will be sufficient to accommodate variations in skin areas from the finger to the upper arm23. (2) Similarly, the skin’s threshold for 2PD varies significantly in different regions. For example, the 2PD of the finger is around 2–4 mm31, while the threshold of the upper arm is around 45 mm33. To ensure a broader range of applications, the spatial resolution of the actuator array should match the finest 2PD of the human body (e.g., at fingers). (3) Skin’s stretchability (with an elastic range of around 15%)34,35 and curvilinear morphologies demand soft and stretchable devices. These features are essential to minimize disturbance of the user’s intuitive actions and improve the mechanical robustness of the device under natural skin deformations9,17. More importantly, the enlarged skin contact area as a result of conformal contact is crucial for the precise delivery of mechanical stimuli20. (4) The scalability of the actuator array is also important to achieve a large area coverage and more complex haptic patterns6,36.
Materials and structures of the developed soft actuators
To achieve a high spatial resolution, a vertical structure with the oil-filled pouch at the bottom and the activation region at the top was adopted for the actuators, instead of in-plane structures that are commonly used in hydraulically amplified electrostatic actuators21,22,23,24,37. The vertical structure improves the device’s safety by keeping the voltage-applied oil pouch away from the skin. As illustrated in Fig. 2a, the actuator consists of three parts: (1) a thin oil-filled pouch whose shells are made of dielectric layers with both surfaces covered by printed Ag electrodes. The silicone oil is used as the self-healing dielectric fluid. (2) A central opening covered by a stretchable silicone membrane serving as the activation region. (3) The soft pressure-amplification structure that improves the pressure delivered at the skin interface demanding no increase in applied voltage. Based on the hydraulic working principle (Fig. 2b), the fluid conversion efficiency is critical for the actuation performance. Here, a neck part is designed to reduce the resistance to the fluid during the upward movement and thus improve the fluid conversion efficiency. Meanwhile, embedding the neck part into the pouch helps reduce the overall height of the device for better wearability.

a Exploded view of the actuator. b Working principle of the actuator.
When the voltage is off, there is an angle Φ between the two electrodes due to the presence of the dielectric oil in between (Fig. 2b). Upon applying voltage, the electrostatic force brings the two electrodes closer. A progressive “zipping” motion is generated due to the electrostatic force, starting from where the distance between the two electrodes is the smallest (the bottom of the pouch). The angle Φ critically influences the zipping effect. A larger angle Φ would prevent the zipping motion of the pouch23. Without pressure-amplification structures, the maximum electrostatic pressure (P) generated from the pouch is determined by the Maxwell stress, which is relevant to the materials, device geometry, and applied voltage (U):
where d is the average distance between the two electrodes, ε0 is the relative permittivity of the air, and εeq is the equivalent dielectric constant determined by the thickness of the electric layer (tdielec), the gap between electrodes (g), and the relative permittivity of the dielectric material and the fluid εdielec and εfluid)23:
Due to the small Young’s modulus of the stretchable silicone membrane, the oil in the pouch is rapidly squeezed into the highly stretchable region, resulting in a raised bump, and generating pressure on the skin. The pressure rendered on the skin is further enlarged by the pressure-amplification structure. In this process, the horizontal electrostatic pressure has been transferred by the dielectric oil and output as a vertical pressure to trigger the tactile perception.
For device fabrication, thermoplastic polyurethane (TPU) was used as the dielectric layer for the shell of the pouch. TPUs with different melting points were used to develop a simple and scalable fabrication process, as detailed in the “Methods” section. In addition, TPU films can be easily laminated onto textiles using the heat-press technique, which facilitates textile integration. These features make TPUs an excellent choice for the dielectric layer38. Another essential component of the soft actuator is the stretchable silicone membrane that covers the central opening. Since this membrane transduces the electrostatic force from the pouch, it requires a small Young’s modulus to ensure large deformations. A tradeoff exists as if the Young’s modulus of the membrane is too small, the recovery time of the actuator will be much longer39. Therefore, a mixture of polydimethylsiloxane (PDMS) (with a relatively high Young’s modulus) and Ecoflex0030 (with a relatively small Young’s modulus) is chosen to fabricate the stretchable silicone membrane.
Characterization and optimization of the soft actuators
As shown in Fig. 2b, the bottom pouch produces the electrostatic pressure accompanied by the zipping motion of the electrodes. The top activation region converts the electrostatic pressure into out-of-plane displacement and output pressure, which is further enlarged by the pressure-amplification structure without increasing the applied voltage. Here, three metrics are employed to evaluate the actuation performance: out-of-plane displacement, output pressure, and fluid conversion rate. The fluid conversion rate is used to evaluate the efficiency of zipping motion, which is calculated by the volume ratio of the oil in the raised bump and the oil in the pouch before applying the voltage (see details in the “Methods” section).
For the top activation region, the parameters of the stretchable silicone membrane have been first explored. Since the Young’s Modulus of the membrane determines its deformation under a certain pressure, we performed experiments to optimize the material selection of the stretchable membrane. PDMS with a higher Young’s Modulus and Ecoflex0030 with a much smaller Young’s Modulus are two commonly used polymers in soft electronics. In this work, PDMS and Ecoflex0030 with different weight ratios have been tested to adjust the Young’s Modulus of the membrane. For each weight ratio, two thicknesses of the membrane (50 and 100 μm) were tested to find the influence of the membrane thickness on the performance of the device. Both displacement and pressure have been measured and the results are shown in Fig. 3a, b.

a Measured displacement of the membrane with different PDMS: Ecoflex0030 (by weight). b Measured force of the membrane with different PDMS: Ecoflex0030 (by weight). c Measured displacement of the membrane with different thicknesses. Data are presented as mean ± SD.
In terms of displacement, the thinner membrane (50 μm) could provide a larger displacement in general (Fig. 3a). Moreover, for the same thickness, when decreasing the weight ratio of PDMS and Ecoflex0030, the Young’s Modulus decreases. As a result, the out-of-plane displacement increases correspondingly. However, when the ratio of PDMS: Ecoflex0030 is lower than 1:5, the displacement does not show a significant increase. In terms of output pressure, the membrane made by pure PDMS provides larger pressure than the membrane made by PDMS and Ecoflex0030 mixtures. The influence of the membrane thickness is not obvious (Fig. 3b) for lower ratios of PDMS and Ecoflex0030 (1:1, 1:3, and 1:5).
To balance the output displacement and pressure, a lower weight ratio of PDMS and Ecoflex0030 is desired for larger displacement. The output pressure can be largely enhanced by integrating with the pillar. According to the fabrication method in this work, PDMS is also served as a medium to bond the stretchable membrane to the top TPU. Although pure Ecoflex0030 shows good performance as the membrane material, the addition of PDMS is necessary. Therefore, in this work, the weight ratio 1:5 (PDMS: Ecoflex0030) was selected for further optimization.
To optimize the thickness of the stretchable membrane, the weight ratio of PDMS and Ecoflex0030 was fixed to be 1:5, and the membrane thickness was changed to evaluate its influence on the actuator performance. Since the output pressure would remain roughly the same as discussed, we focus on the displacement of the membrane at different membrane thicknesses. By controlling the spin coating speed, membranes with five different thicknesses were fabricated. As shown in Fig. 3c, with the thickness increasing, the out-of-plane displacement decreases. During the fabrication and test process, the membranes with thicknesses of 40 and 50 μm were fragile and easy to be broken. To balance the durability and the output displacement, there might be an optimized thickness between 50 and 80 μm. However, as the membrane with a thickness of 80 μm could provide sufficient displacement and output pressure (with integrated pillar) to trigger the haptic perception (verified in the following experiments), it has been selected as the optimal stretchable layer thickness.
For the bottom pouch, the average distance between the two electrodes was optimized with the same opening diameter (2 mm), pouch height (5 mm), and pouch width (10 mm). The distance was controlled by injecting the dielectric oil with different volumes. The actuator displacement increases with the electrode distance (Fig. 4a); however, the fluid conversion rate and output pressure decrease. With the electrode distance increasing, the angle Φ increases, leading to a weaker zipping effect and reduced efficiency of the fluid conversion accordingly. Although the displacement was relatively low when the electrodes’ distance was small, this value is significantly larger than the required displacement (100 μm) to generate tactile sensation23. For these reasons, 170 μm (equivalent to 3.5 μl of dielectric oil) in the electrodes’ distance was selected for subsequent optimization.

Measured out-of-plane displacement, calculated fluid conversion rate, and measured output pressure for actuators with different electrode distance (a), pouch height (b), and pouch width (c).
The height and width of the pouch were then optimized. As shown in Fig. 4b, the performance of the device did not show a monotonic trend when the height was reduced from 5 to 3 mm. The device reaches its best performance with a 4 mm height. As the height increased from 4 to 5 mm, displacement, fluid conversion rate, and force decreased as the pouch with a large height might not be fully deflated at the applied voltage24. When the height decreases to 3 mm while the opening diameter remains the same, the angle Φ inevitably increases as the cross-section of the pouch is in a triangle-like shape. The increase in the angle Φ adversely affects the zipping motion and performance of the actuator.
Keeping the electrodes’ distance at 170 μm and their height at 4 mm, the actuator with a pouch width of 10 mm produces the best displacement, fluid conversion rate, and output pressure, compared with devices with smaller pouch widths (8 and 6 mm) (Fig. 4c). Smaller pouch width provides a lower electrostatic force due to a smaller electrode area, which will weaken the zipping motion. Therefore, the geometry of the pouch was set to 170 μm in the electrodes’ distance, 4 mm in height, and 10 mm in width.
For the top activation region, the opening diameter was firstly optimized. When the opening diameter is reduced from 2 to 1.5 mm (Fig. 5a), the output pressure provided by the actuator with different opening diameters is roughly the same. However, a smaller opening diameter produced a smaller displacement. Therefore, 2 mm was used as the preferred opening diameter for a better actuation performance. The volume of oil injected into the pouch is very small, only 2.8 μl. From both simulation and experimental results (shown in Supplementary Fig. 1), no significant unintentional deformation caused by the gravity was found when the actuator was placed upside down.

a Measured out-of-plane displacement and output pressure for actuators with different opening diameters. b Pressure sensation thresholds and two-point discrimination thresholds at different skin locations (Data from refs. 7,8,9,10,11, no data were found for the 2PD threshold at the hand back). c Top: skin locations chosen for the tactile perception user study. Bottom: identification rate of the tactile perception user study when the actuators with or without pillar were attached to the skin surface to generate pressure.
Through optimization in geometries, the displacement generated by the actuator exceeds the perception threshold of the skin. In terms of the pressure threshold to trigger tactile perception, there are significant variations across different skin locations, as can be learned from Fig. 5b. A user study was conducted to evaluate the effectiveness of the device in triggering skin’s tactile perception at different locations, as shown in Fig. 5c. Twenty tests were performed at each location. In each test, pressure from the actuators with or without pressure-amplification structures was applied to the skin. The users were asked to determine if haptic sensations were generated. The results of the actual user tests (Fig. 5c) differ from that predicted from the pressure threshold, probably due to the strong dependence of the pressure threshold on both the parameters of the actuator (e.g., shape and stiffness) and variations among subjects (e.g., sex and age)23,26,28,29,30,33. Nevertheless, the results point out that without the pressure-amplification structure, the actuator cannot provide sufficient pressure to trigger tactile sensation at different skin locations other than the most sensitive finger area.
Soft pillars are integrated with the stretchable silicone membrane to improve the pressure delivered at the skin surface. Pillars are commonly prepared by casting, where the mold for material casting can be prepared by chemical etching40 or laser cutting41. In this work, a scalable magnetic field-assisted self-assembly process is introduced to fabricate pillars. Briefly, a mixture of Neodymium Magnets (NdFeB) microparticles and liquid precursors of PDMS were prepared and spread on a permanent magnet. Under the external magnetic field, the liquid mixture emerged to form pillar-like structures spontaneously due to the Rosensweig instability42. The soft pillars were then cured for solidification and to remove the magnetism. Compared to mold casting, this method eliminates the process of mold preparation43. The Young’s modulus of the soft pillars was tuned by changing the mixing ratio of the base to the curing agent of PDMS. As shown in Supplementary Fig. 2, when the curing agent ratio is 7:1 (by weight), the NdFeb/PDMS composite has a higher Young’s modulus of around 1.14 MPa. As the Young’s Modulus required for indentation of human skin is around 2–6 kPa44,45, and the skin penetration threshold is around 7 MPa46,47,48, the modulus of the pillar can trigger the haptic perception without penetrating the skin.
In addition, the geometry of each soft pillar can be easily tuned by the amount of initial liquid magnetic mixture to optimize the pressure amplification ratio42. The contact area diameter, base diameter, and height of pillars for different amounts of the magnetic mixture were summarized in Supplementary Fig. 2. To reduce the total height of the device and avoid buckling and bending of the pillar, a shorter pillar height is selected. From the literature43,49, these parameters could be tuned by the magnetic field gradient and by the size and amount of the magnetic particles used. For the same magnetic field gradient, the same size and amount of magnetic particles, the shape and size of the pillar can be controlled with small deviation. For the same magnetic particle size, the pillars with the smaller length and lower aspect ratio were made under a larger magnetic field gradient43. Finally, the following geometry of the soft pillar was selected: contact area diameter of around 130 μm, base diameter of around 660 μm, and height of around 800 μm.
After integrating the pillar with the actuator, the actuator can still provide sufficient displacement, though slightly decreased, to meet the requirement of the skin’s tactile threshold (Fig. 6a). With the pressure-amplification structure, the actuator can deliver a much higher pressure than that of the actuator without the pillar, which could trigger the tactile sensation in a wider area including the hand back (Fig. 6b). Consistent with the improved actuation performance, the success rate of the tactile perception test shows a significant improvement over that for actuators without pillars (Fig. 5c). The results demonstrate that the developed pressure amplified actuators can be used for haptic feedback in a broader range of skin locations.

a Measured out-of-plane displacement and b output pressure for actuators with the pressure-amplification pillar, under 15% tensile strain, and without the pillar. The dashed line in a is the displacement sensation threshold of the skin. The higher dash line in b is the pressure sensation threshold of the hand back and the lower dash line in b is the pressure sensation threshold of the finger. Data are presented as mean ± SD. c Schematic illustration of the resistive pressure sensor. d Resistance changes as a function of pressure for the fabricated pressure sensors.
In summary, with the optimized pouch dimension, optimized opening diameter, and integrated pressure-amplification structure, the final actuators can deliver an out-of-plane displacement of around 500 μm and an output pressure of around 1 MPa. During the user study, the actuators did not trigger any pain in the subjects. Considering the haptic variations, the voltage applied to the device could be reduced to avoid the output pressure exceeding the pressure pain threshold during the usage of the device50. The actuators can be arranged into an array with a spacing of 3 mm. These parameters satisfy the haptic perception requirements of the skin. Moreover, the actuators can be stretched up to 15% strain with sufficient output for haptic sensation (Fig. 6a, b), which matches the skin’s elastic strain range. More detailed information on the strain of the skin under typical body movements and the results of actuator performance under cyclic stretching-release cycles are shown in Supplementary Fig. 3. Although there shows a reduction in the displacement and output pressure under stretching, the performance of the actuator could still provide sufficient displacement and pressure, beyond the haptic threshold.
Closed-loop system with pressure sensors and skin-integrated actuators for haptic feedback
In closed-loop HMI systems, information collected from the machine side should be conveyed to the users for bilateral interactions. This allows for a more realistic engagement of users in machine control and a more immersive experience in virtual realities. We demonstrate proof-of-concept applications of the developed haptic devices for transmitting signals acquired at the robot side (using sensing elements) to the user side (using haptic stimulation).
Resistive pressure sensors based on conductive porous materials were developed as electronic skins, as shown in Fig. 6c. A porous silicone was firstly fabricated to serve as skeletons. Then, carbon black (CB)/Ecoflex0030 composites were dip-coated on the porous structure. The resulting porous sensing material was sandwiched between two Ag electrodes to form a resistive pressure sensor. Porous structures were introduced to the sensing layer using sacrificial sugar templates to enhance the resistance change under the applied pressure. The stiffness and porosity of the sensing material can be tuned by changing silicone matrix materials or using sugar templates with different particle sizes. The optical images, stress-strain curves, and resistance changes as a function of pressure for different matrix materials (PDMS or Ecoflex0030) and different pore sizes were given in Supplementary Fig. 4. The porous material made from the softer Ecoflex0030 and with a larger pore size was selected for the pressure sensor due to the smaller Young’s modulus and higher-pressure sensitivity. The resistance change as a function of pressure is shown in Fig. 6d. More detailed relationships between resistance change and compressive strain, and between pressure and compressive strain are provided in Supplementary Fig. 5.
Surface texture recognition
In telemedicine and teleoperation, relaying the rich haptic information obtained from the patient or the robot to the doctor is of great interest. For example, in some of physical therapy scenarios (Fig. 7a), the doctor relies mainly on palpation to determine the patient’s situation, where detecting the surface texture is critical. Here, a haptic feedback channel was developed to collect the surface texture information experienced by the robot finger and pass the information to the human. When the user obtains the haptic information from the remote side, he or she can issue commands based on it and perform the subsequent motion control of the remote manipulator.

a Schematic illustrations of the closed-loop haptic feedback system for surface texture identification. b Picture of the pressure sensor attached to the robot finger (Scale bar: 10 mm). c Resistances changes detected by the pressure sensor and the corresponding voltage signals applied to the actuators when the robot finger slid over a 1-wedge surface, 2-wedge surface, and 4-wedge surface. d Confusion matrix showing the result of the surface texture recognition user study.
As presented in Fig. 7b, the porous pressure sensor was attached to the robot finger. When the robot finger (with the sensor) slid over different surface textures (i.e., 1-, 2-, 4-wedge surfaces) at a uniform speed (10 mm s−1), the sensor collected the resistance changes over time. The resistance of the pressure sensor increased steeply when the finger touched the bumps. On the user side, the voltage signal controlling the actuator was modulated according to the resistance changes to deliver the corresponding haptic feedback to the skin surface (Fig. 7c). To reduce the influence of small pressure variations, resistance changes less than 0.2 was removed and resistance changes higher than 0.2 was normalized to 100% of the maximum voltage (4 kV). The voltage to the actuator was applied only in the rising phase of pressure changes; otherwise, the voltage was kept off (Supplementary Fig. 6).
To verify the effectiveness of relaying surface texture information, user studies were conducted in the blindfolded and acoustically shielded setup. An initial training section with known surface textures and mechanical stimuli from the actuators was presented to the users to help them get familiar with the stimuli and the experimental setup. Then the robot finger slid across three different surface structures in random order. At the same time, the voltage was applied to the actuator attached to the user’s finger according to the logic mentioned above to trigger the haptic sensation. At the end of each test, the users were asked to indicate the perceived surface textures. Here three users (1 female and 2 males) were tested. In total, 15 test groups were performed on each user, where each test group consisted of three different surface textures presented randomly. In total, 135 haptic perception experiments were performed. As shown in Fig. 7d, the perception accuracy was higher than 97.8%, illustrating the effectiveness of the haptic feedback system in surface perception.
Object shape recognition
The capability to transfer information about the object’s shape is essential for machine control51. For example, such haptic feedback can help a person wearing a prosthesis to recognize different shapes and improve the productivity and safety of prosthetic control (Fig. 8a). As a proof-of-concept demonstration, a porous pressure sensing array was attached to the palm of the robot hand (Fig. 8b). When objects with different shapes (i.e., sphere, bar, cube) were placed on the sensor array, spatial distributions of resistance changes were generated in correlation to the object shapes (Fig. 8c). The actuator array attached to the upper arm was made in the same layout as the sensor array and was controlled by modulating the spatiotemporal voltage signals based on the shape-relevant resistance changes. More details about the voltage modulation are shown in Supplementary Fig. 6.

a Schematic diagram of the closed-loop haptic feedback system for object shape recognition. b Picture of the pressure sensor array attached to the robot hand (Scale bar: 10 mm). c From top to bottom: the sensor array activated by a sphere, bar, and cube; resistance changes detected by the pressure sensor array corresponding to different shapes; corresponding voltage signals applied to the actuators; actuators activated in response to the applied voltage. d Confusion matrix showing the result of the shape recognition user study.
User studies were conducted to evaluate the effectiveness of the haptic feedback about object shapes using a similar setup to that of surface texture recognition. After the training session, one of the three objects was randomly placed on the robot palm, and the corresponding voltage signals were applied to the actuator array. Each shape was presented 30 times randomly, for a total of 90 tests of shape perception experiments. As summarized in Fig. 7d, the users achieved a 100% success rate for the recognition of the sphere and bar. The recognition accuracy for the cube was about 86.7%. According to the 2PD at different skin locations, the developed actuator array with a spatial resolution of 3 mm can be used in other body parts. The number of sensor and actuator elements can also be scaled up to perceive objects with more complex shapes.
We report pressure-amplified stretchable electrostatic actuators for haptic feedback, which can meet the required perception range, spatial resolution, and stretchability of the skin. Self-assembled soft pillars were introduced to enhance the pressure output of the hydraulically amplified electrostatic actuators. The developed actuators are stretchable up to the elastic range of the skin and can deliver an out-of-plane displacement of around 500 μm and an output pressure of around 1 MPa, which exceeds the perception thresholds of the skin. Due to the minimized device size, the actuator array can be assembled with high spatial resolution and used on all skin locations, including skin areas having the highest spatial acuity. Highly sensitive pressure sensors based on porous materials are developed to serve as electronic skins. The sensory information collected by pressure sensors is reproduced on the users’ skin by modulating the voltage applied to the actuators. The user studies illustrate the effectiveness of transmitting information about surface textures and object shapes from the machine to the user. The developed skin-compatible soft haptic devices demonstrate great potential for a wide range of applications, including robotics, prosthetics, telemedicine, and virtual environments.
Methods
Materials
Two types of TPUs, HM65 with a higher melting temperature range (127–149 °C) and HM75 with a lower melting temperature range (80–104 °C), were obtained from Perfectex Plus LLC. PDMS (Dow Sylgard 184) was obtained from Ellsworth Adhesives. Ecoflex0030 was obtained from Smooth-On, Inc. The NatureCool™ dielectric oil was provided by Cargill, Incorporated. Silver ink was obtained from Creative Materials Inc. The silver paste was obtained from MG Chemicals. NdFeB was obtained from Magnequench International, LLC. CB was obtained from MSE Supplies LLC. All materials were used as received.
Fabrication of soft actuators
TPU films with a higher melting temperature (HM65) served as the pouch shells. Two pieces of pouch shells were exposed to the air plasma for 2 min at 75 W to activate the surface. Silver ink, which served as the electrode, was then screen printed on the TPU surface with desired patterns and heated at 60 °C. Following that, a TPU film with a lower melting temperature (HM75), which served as a sealing layer, was cut into a horseshoe shape for a smooth fluid conversion. The inner dimension of the sealing layer was designed according to the electrode pattern of pouch shells. The sealing layer was then placed between the two patterned pouch shells. All three layers were heat-pressed at 80 °C to melt the sealing layer. After cooling down, the two pouch shells were bonded by the sealing layer, and the pouch with a hollow structure was fabricated.
A mixture of PDMS and Ecoflex0030 with a weight ratio of 1:5 was used to form the stretchable silicone membrane covering the central opening. The stretchable membrane was prepared by spin coating at 700 rpm for 1 min, followed by thermal curing in the oven at 80 °C. The top TPU (HM65) was firstly punched according to the size of the opening diameter. To bond the top TPU to the stretchable silicone membrane, it was exposed to the air plasma for 2 min at 75 W and then immersed in the (3-Aminopropyl) trimethoxysilane (APTMS) solution (5% in H2O) for 30 min at 50 °C. After these surface activation processes, the stretchable silicone membrane was put in contact with the top layer. The laminated top TPU/silicone membrane structure was then heat-pressed for 3 h at 80 °C.
Soft pillars were made by a self-assembly procedure. First, a mixture of PDMS (7:1) and NdFeB with a weight ratio of 10:9 was prepared. Then, 0.1 g mixture was dropped onto a petri dish and spread evenly. To form the pillars, a magnet was placed underneath the petri dish and moved up and downwards until desired structures of the pillars were formed. The structure was cured at 75 °C (with a magnet) for 3 h to preliminarily cure the pillar and then cured at 150 °C (without a magnet) for 2 h to demagnetize and fully cure the pillar. The pillars were kept at room temperature for 2 days before use52.
A ring-shaped HM65 served as the neck part, which facilitated the oil flow from the pouch to activate the silicone membrane. A small piece of HM75 was placed between the neck part and the top TPU/silicone membrane layer to help with the sealing. After positioning both the neck and sealing layer, the laminated top TPU/silicone membrane structure was heated to 80 °C to bond with the neck and sealing layer.
To assemble the top activation part with the bottom pouch, the activation part was heated first to melt the sealing part and then bonded to the two pouch shells. After bonding, the dielectric oil was injected into the pouch from the reserved channel, which would be sealed later (not shown in Fig. 2a). The final step was to assemble the pillar onto the stretchable silicone membrane using the uncured silicone as the adhesive. After the silicone adhesive was cured, the fabrication of soft actuators was completed.
Calculation of fluid conversion rate
The fluid conversion rate (a) was determined by the volume ratio of the oil in the raised bump and the pouch as follows:
where Vbump is the volume of the oil in the raised bump determined by the opening diameter (2r) and measured out-of-plane displacement (D):
Vpouch is the volume of the oil in the pouch before applying voltage.
Fabrication of pressure sensors
The fabrication of pressure sensors can be divided into three steps: fabrication of porous silicone skeletons, coating conductive sensing materials, and assembling the top and bottom electrodes.
To fabricate sacrificial templates for the porous silicone skeleton, a little amount of water was added to the sugar particles to slightly melt the sugar particles to improve the bonding among particles. The mixture was pressed into a disk and heated in an oven to evaporate the water.
In the final sacrificial template, sugar particles were connected mostly at corners and edges, allowing the silicone solution (PDMS or Ecoflex0030) to penetrate into gaps among particles. A mixture of PDMS (base: curing agent = 10:1) or Ecoflex0030 (part A: part B = 1:1) was degassed to remove the entrapped air bubbles. After pouring the silicone solution over the sacrificial template, the petri dish was put inside a vacuum chamber to facilitate the penetration of liquid PDMS or Ecoflex0030 into the template. The liquid silicone was solidified after curing for 6 h at 100 °C (PDMS) or room temperature (Ecoflex0030). Then the cured silicone/template was immersed in the DI water at 60 °C until the sacrificial template was fully dissolved. After dissolution and evaporation, the water will be removed. The final pore size of the fabricated porous silicone depends on the sugar used for the templates (with around 5% size reduction from the initial particle size) (shown in Supplementary Fig. 4). Finally, the generated porous PDMS or Ecoflex0030 were dried and cut into the desired shape.
CB was used to render the porous silicone conductive and pressure sensitive. Two weight % of Ecoflex0030 was mixed with the CB powder to improve the adhesion of CB powder to the porous structure. The porous structure was dip-coated in the CB/Ecoflex0030 solution and cured at room temperature for 30 min. CB/Ecoflex0030 solution was continuously stirred until the coating and curing procedure was repeated three times to achieve the desired conductivity.
Silver coated polyethylene terephthalate (PET) was used as the top and bottom electrodes for the pressure sensor PET was first exposed to the plasma to achieve better adhesion of silver paste. The silver paste was patterned on the plasma-treated PET by stencil printing over a shadow mask. Before the silver paste was fully cured, the porous CB/Ecoflex0030 sensing layer was placed between the top and bottom electrodes to form a sandwich structure. Copper wires serving as interconnects were attached and secured by the silver paste between the porous sensing layer and the electrodes. After curing for 2 h at 80 °C, the fabrication of pressure sensors was completed.
Haptic feedback
A multimeter (Keysight Technologies) was used to capture the resistance change of the sensor. The resistance change was used to modulate the applied voltage to the soft actuators based on the preset logic. The voltage signals were sent through a DC power supply (Keysight Technologies), which were scaled by a ratio of 1: 2 kV through a voltage amplifier (Beijing Hengguanketong Technology Co.). For the structure of the actuator, the top layer separates the electrodes from the human skin. The materials (PDMS, Ecoflex, and TPU) in contact with the human skin are all insulting materials, which protect the user against electric shock hazards. To further ensure the user’s safety against possible electrical breakdown, the amplitude of the output current was limited strictly. The voltage amplifier will limit the output current to below 0.5 mA which is lower than the human safety current threshold (10 mA). The power has been set up to shut down if the current is detected beyond 0.5 mA.
Ethics declarations
We have complied with all relevant ethical regulations. The Stony Brook University provided guidelines for study procedures. We have obtained informed consent from all participants.
Data availability
The data that support the findings of this study are available from the corresponding author upon reasonable reasons.
References
Lim, S. et al. Transparent and stretchable interactive human machine interface based on patterned graphene heterostructures. Adv. Funct. Mater. 25, 375–383 (2015).
Nemah, M. N. et al. A review of non-invasive haptic feedback stimulation techniques for upper extremity prostheses. Int. J. Integr. Eng. 11, 299–326 (2019).
Seminara, L. et al. Active haptic perception in robots: a review. Front. Neurorobot. 13, 53 (2019).
Zhu, M. et al. Haptic-feedback smart glove as a creative human-machine interface (HMI) for virtual/augmented reality applications. Sci. Adv. 6, eaaz8693 (2020).
Parida, K., Bark, H. & Lee, P. S. Emerging thermal technology enabled augmented reality. Adv. Funct. Mater. 31, 2007952 (2021).
Jung, Y. H. et al. A wireless haptic interface for programmable patterns of touch across large areas of the skin. Nat. Electron. 5, 374–385 (2022).
Yu, X. et al. Skin-integrated wireless haptic interfaces for virtual and augmented reality. Nature 575, 473–479 (2019).
Liu, Y. et al. Electronic skin as wireless human-machine interfaces for robotic VR. Sci. Adv. 8, eabl6700 (2022).
Bai, H., Li, S. & Shepherd, R. F. Elastomeric haptic devices for virtual and augmented reality. Adv. Funct. Mater. 31, 2009364 (2021).
Huang, Y. et al. Recent advances in multi-mode haptic feedback technologies towards wearable interfaces. Mater. Today Phys. 22, 100602 (2021).
Yin, J., Hinchet, R., Shea, H. & Majidi, C. Wearable soft technologies for haptic sensing and feedback. Adv. Funct. Mater. 31, 2007428 (2021).
Rothemund, P. et al. HASEL artificial muscles for a new generation of lifelike robots—recent progress and future opportunities. Adv. Mater. 33, 2003375 (2021).
Biswas, S. & Visell, Y. Emerging material technologies for haptics. Adv. Mater. Technol. 4, 1900042 (2019).
Vargas, L., Huang, H., Zhu, Y. & Hu, X. Object shape and surface topology recognition using tactile feedback evoked through transcutaneous nerve stimulation. IEEE Trans. Haptics 13, 152–158 (2020).
Song, K. et al. Pneumatic actuator and flexible piezoelectric sensor for soft virtual reality glove system. Sci. Rep. 9, 1–8 (2019).
Poncet, P. et al. Design and realization of electroactive polymer actuators for transparent and flexible haptic feedback interfaces. in 2016 17th International Conference on Thermal, Mechanical and Multi-Physics Simulation and Experiments in Microelectronics and Microsystems (EuroSimE) (2016).
Yang, T. H. et al. Recent advances and opportunities of active materials for haptic technologies in virtual and augmented reality. Adv. Funct. Mater. 31, 2008831 (2021).
Do, T. N., Phan, H., Nguyen, T. Q. & Visell, Y. Miniature soft electromagnetic actuators for robotic applications. Adv. Funct. Mater. 28, 1800244 (2018).
Hwang, I. et al. A light-driven vibrotactile actuator with a polymer bimorph film for localized haptic rendering. ACS Appl. Mater. Interfaces 13, 6597–6605 (2021).
Lee, J. et al. Stretchable skin‐like cooling/heating device for reconstruction of artificial thermal sensation in virtual reality. Adv. Funct. Mater. 30, 1909171 (2020).
Kim, K. J. & Tadokoro, S. Electroactive Polymers for Robotic Applications: Artificial Muscles and Sensors (Springer, 2007).
Choi, D. S., Lee, S. H. & Kim, S. Y. Transparent and soft haptic actuator for interaction with flexible/deformable devices. IEEE Access 8, 170853–170861 (2020).
Leroy, E., Hinchet, R. & Shea, H. Multimode hydraulically amplified electrostatic actuators for wearable haptics. Adv. Mater. 32, e2002564 (2020).
Han, A. K., Ji, S., Wang, D. & Cutkosky, M. R. Haptic surface display based on miniature dielectric fluid transducers. IEEE Robot. Autom. Lett. 5, 4021–4027 (2020).
Ozioko, O. & Dahiya, R. Smart tactile gloves for haptic interaction, communication, and rehabilitation. Adv. Intell. Syst. 4, 2100091 (2022).
Vallbo, A. B. & Johansson, R. S. Properties of cutaneous mechanorece-ptors in the human hand related to touch sensation. Hum. Neurosci. 3, 3–14 (1984).
Dyck, P. J. et al. Introduction of automated systems to evaluate touch-pressure, vibration, and thermal cutaneous sensation in man. Ann. Neurol. 4, 502–510 (1978).
Dyck, P. J., Schultz, P. W. & O’Brien, P. C. Quantitation of touch-pressure sensation. Arch. Neurol. 26, 465–473 (1972).
Carmon, A., Bilstrom, D. E. & Benton, A. L. Thresholds for pressure and sharpness in the right and left hands. Cortex 5, 27–35 (1969).
Levin, S., Pearsall, G. & Ruderman, R. J. Von Frey’s method of measuring pressure sensibility in the hand: an engineering analysis of the Weinstein-Semmes pressure aesthesiometer. J. Hand Surg. 3, 211–216 (1978).
Mancini, F. et al. Whole-body mapping of spatial acuity for pain and touch. Ann. Neurol. 75, 917–924 (2014).
Hatzfeld, C. & Kern, T. A. Engineering Haptic Devices (Springer, 2016).
Weinstein, S. Tactile sensitivity of the phalanges. Percept. Mot. Ski. 14, 351–354 (1962).
Kim, D. H. et al. Epidermal electronics. Science 333, 838–843 (2011).
Arumugam, V., Naresh, M. & Sanjeevi, R. Effect of strain rate on the fracture behaviour of skin. J. Biosci. 19, 307–313 (1994).
Oh, H., Yi, G.-C., Yip, M. & Dayeh, S. A. Scalable tactile sensor arrays on flexible substrates with high spatiotemporal resolution enabling slip and grip for closed-loop robotics. Sci. Adv. 6, eabd7795 (2020).
Acome, E. et al. Hydraulically amplified self-healing electrostatic actuators with muscle-like performance. Science 359, 61–65 (2018).
Chen, Y. et al. HapTag: a compact actuator for rendering push-button tactility on soft surfaces. in 35th The ACM Symposium on User Interface Software and Technology (2022).
Schara, S. et al. Polymer chemistry for haptics, soft robotics, and human–machine interfaces. Adv. Funct. Mater. 31, 2008375 (2021).
Guo, M., Wang, Y., Gao, B. & He, B. Shark tooth-inspired microneedle dressing for intelligent wound management. ACS Nano. 15, 15316–15327 (2021).
Makvandi, P. et al. Engineering microneedle patches for improved penetration: analysis, skin models and factors affecting needle insertion. Nano-Micro Lett. 13, 1–14 (2021).
Lu, H. et al. A bioinspired multilegged soft millirobot that functions in both dry and wet conditions. Nat. Commun. 9, 1–7 (2018).
Timonen, J. V. I. et al. A facile template-free approach to magnetodriven, multifunctional artificial cilia. ACS Appl. Mater. Interfaces 2, 2226–2230 (2010).
Pailler-Mattei, C., Bec, S. & Zahouani, H. In vivo measurements of the elastic mechanical properties of human skin by indentation tests. Med. Eng. Phys. 30, 599–606 (2008).
Zahouani, H. et al. Characterization of the mechanical properties of a dermal equivalent compared with human skin in vivo by indentation and static friction tests. Ski. Res. Technol. 15, 68–76 (2009).
Kong, X. Q., Zhou, P. & Wu, C. W. Numerical simulation of microneedles’ insertion into skin. Comput. Methods Biomech. Biomed. Eng. 14, 827–835 (2011).
Davis, S. P. et al. Insertion of microneedles into skin: measurement and prediction of insertion force and needle fracture force. J. Biomech. 37, 1155–1163 (2004).
Joodaki, H. & Panzer, M. B. Skin mechanical properties and modeling: a review. Proc. Inst. Mech. Eng. H. 232, 323–343 (2018).
Demirörs, A. F. et al. Amphibious transport of fluids and solids by soft magnetic carpets. Adv. Sci. 8, 2102510 (2021).
Brennum, J., Kjeldsen, M., Jensen, K. & Jensen, T. S. Measurements of human pressure-pain thresholds on fingers and toes. Pain 38, 211–217 (1989).
Osborn, L., Kaliki, R. R., Soares, A. B. & Thakor, N. V. Neuromimetic event-based detection for closed-loop tactile feedback control of upper limb prostheses. IEEE Trans. Haptics 9, 196–206 (2016).
Eddington, D., Crone, W. & Beebe, D. J. Development of process protocols to fine tune polydimethylsiloxane material properties. in The 7th lnternational Conference on Miniaturized Chemical and Blochemlcal Analysts Systems (2003).
Acknowledgements
This work was supported by National Science Foundation grant 2129673 (S.Y.), Office of Brookhaven National Laboratory Affair SBU-BNL seed grant 1168726-9-63845 (S.Y.), Stony Brook University start-up fund (S.Y.), and National Natural Science Foundation of China grant 61972387 (T.H.).
Author information
Authors and Affiliations
Contributions
S.C., Y.C. and S.Y. conceived the idea, conducted the experiments, analyzed the results, and wrote the manuscript. J.Y. conceived the idea of applications (the work was done with Stonybrook University). T.H. conceived the idea and revised the manuscript. S.Y. coordinated and supervised the research.
Corresponding authors
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary information
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this license, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Chen, S., Chen, Y., Yang, J. et al. Skin-integrated stretchable actuators toward skin-compatible haptic feedback and closed-loop human-machine interactions. npj Flex Electron 7, 1 (2023). https://doi.org/10.1038/s41528-022-00235-y
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41528-022-00235-y
This article is cited by
-
Soft sensing and haptics for medical procedures
Nature Reviews Materials (2024)
-
CNN–AUPI-Based Force Hysteresis Modeling for Soft Joint Actuator
Arabian Journal for Science and Engineering (2024)
-
Study of the thermal decomposition of Cu2ZnSnS4 (CZTS) in different atmospheres: effect of annealing on its structural and optical properties
Journal of Materials Science: Materials in Electronics (2023)
