
Abstract
To augment the quality of our life, fully compliant personalized advanced health-care electronic system is pivotal. One of the major requirements to implement such systems is a physically flexible high-performance biocompatible energy storage (battery). However, the status-quo options do not match all of these attributes simultaneously and we also lack in an effective integration strategy to integrate them in complex architecture such as orthodontic domain in human body. Here we show, a physically complaint lithium-ion micro-battery (236 μg) with an unprecedented volumetric energy (the ratio of energy to device geometrical size) of 200 mWh/cm3 after 120 cycles of continuous operation. Our results of 90% viability test confirmed the battery’s biocompatibility. We also show seamless integration of the developed battery in an optoelectronic system embedded in a three-dimensional printed smart dental brace. We foresee the resultant orthodontic system as a personalized advanced health-care application, which could serve in faster bone regeneration and enhanced enamel health-care protection and subsequently reducing the overall health-care cost.
Similar content being viewed by others

Introduction
Smart interfacing between various biological organs such as skin,1,2,3 heart,4 brain5 etc. with high-performance electronics is critical to pave the way for personalized advanced health-care (both wearable and implantable) devices.6, 7 In addition, disruptive technologies such as complex orthodontic architecture require conformable and flexible human-machine interfaces to the complex curvature of the human dental arch (>10 mm). Such smart interfacing is generally directed toward trends in diminishing the implanted device’s size and weight to <2% of the human body’s weight, as well as, harnessing the benefits of heterogeneous integration of high-performance inorganic mechanically conformable, flexible electronic components, and low modulus soft compliant substrates. Such an essential component is a reliable energy storage solution—battery per se, which remain the major contributor to the overall weight and size of any implantable and wearable devices, e.g., cardiac peacemakers,8 hearing aids,9 and neuro-stimulators.10 The typical form factor of such batteries is limited to a rigid encapsulation and proper insulation from corrosive toxic materials that are exacerbated to the patient’s comfort or lack of physical compliance. On the contrary, recent research efforts establish an impressive alternatives to commercially available cylindrical, coin, prismatic, and pouch cells with flexible and stretchable batteries.11,12,13,14,15,16,17,18,19,20,21,22,23,24,25 Nevertheless, such advances do not address the major necessities for implantable devices, especially in orthodontic dental implantations, which generally require: smaller footprint, lightness, high bio-compatibility, and finally integration strategy with other circuit components. Here, we show, a high yield, transfer-less method to achieve a bio-compatible, flexible, high-performance solid-state, micro-battery for wearable and implantable device electronics, specifically with an example potentially disruptive for orthodontics applications. The developed flexible lithium-ion battery exhibits an unprecedented energy density of 200 mWh/cm3, a lightweight structure with 236 µg for each microcell (2.25 × 1.7 mm), mechanical stability during 120 cycles of operation. In parallel, the utilization of all-solid-state battery materials is a key feature in bio-compatibility and thermal endurance up to 90 °C temperatures. Then we show a pragmatic and highly effective integration strategy for an optoelectronic system developed from chip-scale battery module with die level near infrared light emitting diode (NIR-LED) arrays (a turn-on voltage of 1.8 V, 640 nm wavelength) and then embedded in a three-dimensional (3D) printed dental brace for a wearable phototherapy device (Fig. 1a–c). We envision this system to provide a groundwork for accelerated phototherapy using smart dental devices, aiming to preserve the aesthetics, added functionality, patient convenience, and lowering overall dental health-care cost.

Flexible, non-cytotoxic battery concept. a Non-cytotoxic flexible battery is a key enabler for an integrated intra-oral phototherapeutic device that fits in conformable manner onto the human dental arch. b Optical images of an intra-oral implantable device that relies on millimeter-sized flexible, biocompatible lithium-ion battery as a rapid powering solution
Results
Development of high-performance flexible solid-state micro-battery
A standalone all thin-film lithium-ion battery can be readily thinned down to achieve flexibility. The elimination of any dead volume from both the substrate and encapsulation contributions achieves the highest energy stored in a volume. The lithium-ion battery (Fig. 2a, left panel) consists of an active battery stack built on bulk monocrystalline (100) silicon (Si) substrate, which serves as a sacrificial host layer supporting the thin film stack during complementary metal oxide semiconductor (CMOS) process handling. Complete removal of Si substrate from the battery’s back (Fig. 2a, middle panel) results into a standalone robust but physically flexible active stack (30 µm total thickness), comprising of an insulation layer of silicon dioxide (SiO2), a thick cathode current collector of aluminum (Al), a lithium cobalt oxide (LCO) cathode as the main source of lithium ions, a glass-like solid state lithium phosphorous oxynitride, titanium (Ti) as the anode current collector and lastly hermitically sealed top protective layers (Fig. 2a, right panel). Each individual battery with an active area of 2.25 × 1.7 mm micro-cell, deploys a “lithium-free” lithium-ion battery construction26 in which the anode plays the same role as the current collector, avoiding the dangers associated with reactive lithium metal. Such small size cells are attractive for miniaturized implantable flexible systems. The fast, transfer-less process significantly improves previous work27 for substrate removal, which entails the usage of an etching reagent in the final steps (see Methods and Supplementary Fig. S1). Xenon difluoride (XeF2) dry etching is the ideal etchant for Si because it etches isotropically (i.e., independent of the crystal orientation) and resolves chemical, thermal, and mechanical compatibility considerations with battery materials. In order to effectively terminate the etching process, the surface roughness is monitored via atomic force microscopy (AFM), as it appears in Fig. 2b. We find at the end of the 50th cycle that the battery back surface morphology is flat with the absence of any surface roughness. This indicates the complete consumption of all the Si with only silicon oxide (SiO2) and aluminum (Al) remaining as the bottom layers due to its very high selectivity (1000:1) to XeF2 gas when compared to Si. The complete etching by the end of the 50th cycle is obtained for a total etching time of 36 min, at an etch rate of 67 nm/s. Thickness reduction along different cycles observed using Zygo profiler gives the value of the consumed etched volume plotted against the number of the etching cycles (Fig. 2c). This corresponded to an etching efficiency of 0.18 (see Methods for more details). Consequently, in order to verify the complete consumption of the Si substrate, the flexible battery’s back surface was analyzed using high-annular dark-field scanning tunneling transmission electron microscopy (HAADF-STEM) and a linear elemental analysis dispersive spectroscopy (EDS) scan. Figure 2d shows two contrasts for the last layers in the stack of a flexible battery belonging to Al and SiO2. This indeed confirms the complete consumption of the Si substrate with sufficient protection of the battery active materials during dry etching.

Flexing process for a bio-compatible flexible lithium-ion battery. a SEM images of a bulk thin-film Si-supported battery (left panel; 130 μm total thickness) compared to thinned flexible battery with complete removal of Si support (middle panel; 30 μm total thickness). Cross section SEM image of the flexible thinned battery components made from all solid-state materials (right panel; lithium-free anode battery configuration). b Progressive Si back surface evolution of the battery undergoing selective dry etching as observed in a 15 × 10 μm2 AFM mapped region of the battery’s backside at zero etching cycles (left panel; roughness from wafer grinding), and with completed etching at 50 cycles (right side panel; flat surface and complete Si consumption). c Etching efficiency calculation through determination of the total etched volume using optical profiler measured across different etching cycles. d Confirmation of Si removal from the battery’s backside using elemental linear scan EDS analysis with the corresponding HAADF-STEM image (inset image)
Our flexing process for thin-film-based micro-batteries achieves two major objectives: (a) utilization of mature and reliable CMOS process28 with 90% yield and repeated electrochemical measurements on multiple devices (Fig. 3a–c and Supplementary Fig. S2), (b) ability to withstand high annealing temperatures of cathode material or soldering that are unachievable using direct film deposition on plastic substrates. Comparable flat voltage profile exhibited in both original bulk battery and the flexible version is observed during galvanostatic testing in the voltage plateau between 3 to 4.2 V, even after 120 charging/discharging cycles. For the 1st cycle as shown in Fig. 3a, the nominal voltage of the battery is 3.9 V with a discharge capacity of 146 μAh/cm2 at a current density of 130 μA/cm2 (discharge current of 5 μA). Different current ratings (2 C) 235 μA/cm2, (1 C) 130 μA/cm2 and (0.5 C) 68 μA/cm2, gives a variation in the discharging capacity of 148, 146, and 135 μAh/cm2, respectively. This is due to internal losses from polarization and mass diffusion limitations as observed for other current ratings (Supplementary Fig. S2). The resultant volumetric energy density (200 mWh/cm3) achieved in this work gives one of the highest values ever reported for a thin film all solid-state micro-battery as summarized in Supplementary Fig. S3.

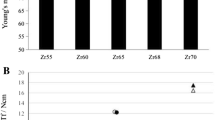
Mechanical and electrochemical properties of the battery. a Galvanostatic charging and discharging of bulk (blue) and flexible battery (red) in the 1st and 120th cycle at room temperature and 1 C current rating. b Discharge capacity and calculated coulombic efficiency over 120 cycles during charge and discharge cycles for bulk (blue) and flexible battery (red) with a limiting charge voltage at 4.2 V and a discharge cutoff voltage at 3 V. c Finite element analysis (FEA) of bulk and flexible battery under 10 mm bending showing simulated less strain simulated values for flexible battery without Si than the bulk battery with Si d battery under bending optical image and cross section SEM image of flexible battery under 1 mm bending radius. Zoomed-in photo of fracture-free active cathode battery material showing absence of micro-cracks. e Capacity retention under various current ratings 1 C, 2 C, and 0.5 C, respectively, at room temperature for a flexible battery under two conditions; (red) flat with no bending and (green) under 2.5 mm bending. f TEM diffraction pattern image of LCO cathode material exhibiting preferred orientation or texturing and assigned from EDS radial intensity profile (see Supplementary Fig. S6 for peak assignment). Crystal structure of LCO and correlating texturing with lithium-ion diffusion shows that (1 0 4) orientation exhibit higher diffusivity yet strain along the c-axis may increase diffusivity in (0 0 3) oriented crystals
The discharging capacities and calculated columbic efficiency of the battery during 120 cycles shows a capacity retention up to 70%. The main drop is observed (Fig. 3b) during the 2nd charging cycle compared to the 1st charging cycle, which is attributed to the intercalation mechanism of lithium-free lithium-ion battery described by the redox reaction LiCoO2 ↔ Li0.5CoO2 + 0.5 Li. During the first charge, lithium-ion leaves the LCO lattice and deposits on the Al cathode current collector. Yet, not all lithium ions will be available for subsequent intercalation reactions and a considerable amount will remain as a deposited lithium on the current collector. Whereas, the stable yet slight drop in the columbic efficiency is mainly due to the formation of solid-state interface during further cycling.
Thickness reduction impacts the overall mechanical stability of a flexible battery. Figure 3c shows comparative finite element analysis (FEA) of a bulk and flexible battery material stacks relates the thickness to the applied stress for a 10 mm bending. Since the thickness of a flexible battery without silicon is around 30 µm, then radius, we definitely get lower strain value (~0.19%, five times less) than with silicon. Estimated values of the strain for each material in the stack assess the material integrity within the elastic limit (Supplementary Fig. S4). This is followed by experimental verification of the strain effect on a flexible battery in both bent and unbent states (Fig. 3c, d). A radius of 1 mm is considered as the worst case scenario of operation. No observed effect on the microstructure of the stack or formation of micro-cracks, specifically to the active LCO cathode material and contact between active battery materials as seen in Fig. 3d and Supplementary Fig. S5. It is worth mentioning that all the characterization done is without any packaging consideration in order to demonstrate the highest volumetric energy at ambient conditions. A difference in capacity between flexible batteries under no bending and under bending in general favors the performance of the battery bent under 2 mm bending radius as seen in Fig. 3e even at different current ratings. To verify this, the value one must notice that the capacity in a thin-film battery generally depend on the diffusion barrier and morphology of LCO layer. LCO cathode material examined with selected area diffraction pattern transmission electron microscopy image shows the presence of polycrystalline rings, which is an expected microstructure in LCO films prepared using radio frequency sputtering. LCO is a rhombohedral (symmetry group, \({\rm{R}}\overline 3 {\rm{m}}\)) two-dimensional structure with a hexagonal lattice consisting of layers of closely packed oxygen atoms separated by alternating layers of lithium and cobalt (Fig. 3f). Rotational average and radial intensity profile, with dominant peaks identified dominant texturing is (0 0 3) planes approx. ± 70 degrees from growth direction and (1 0 4) planes approx. ± 90 degrees from growth direction are analyzed in detail in Supplementary Fig. S6. The two-dimensional structure in LCO thin films offers only two-diffusion paths for Li-ion intercalation. In the (1 0 4) orientation, lithium ions are nearly perpendicular to the substrate. Therefore, lattice planes are almost parallel to direction of travel of the ions. Leading to expected superior charging and discharging characteristics with flat profile. Examining the (0 0 3) orientation restricts lithium ions. In this orientation, lithium ions cannot intercalate easily and lithium-ion diffusion across such grains is only restricted along grain boundary because Li ions are trapped within the stack. Diffusion barrier considerations is another factor to facilitate diffusion for the (0 0 3) oriented grains. Fanghua et al.29 density functional calculations (DFT) have concluded the effect of LCO strain in the reduction of the lithium diffusion barrier.29 Since tensile strain reduces the barrier due to large interlayer and in-plane spacing, facilitating the movement of lithium ions along the c-axis. Strain along c direction is achievable since the majority of the LCO grains in our film preferably orient themselves along the (0 0 3). Therefore, for both crystal orientation and diffusion barrier effect, our flexible battery under bent state shows a larger capacity than its flat condition.
Any implantable device must be tested for toxicity before usage. In that regard, cell culturing is one of the main methods to test bio-compatibility.30 HEK cell culture grown on batteries over days showed healthy proliferation behavior. Based on light and fluorescence cell culture images, low number of cells was attached to the battery surface on 1st day of incubation (Fig. 4a); however, after 3 (Fig. 4b) and 5 days (Fig. 4c) of incubation, more healthy colonies were strongly adhere with high coverage (stained in green). On the other hand, dead cells (stained in red) are present in a low coverage on the surface. The dramatic increase in cell number over days indicates the bio-compatibility of the battery surface. Furthermore, the cell viability test (CCK8) in Fig. 4d, showed a high percentage of HEK viable cells reaching to approximately 90% when incubated with the battery. Clearly, the two different cell viability assays depict the safety profile of the test battery, which confirms its bio-compatibility property.

Biocompatibility and thermal environmental testing for flexible battery. Progressive HEK 293 cellular growth on the top surface of the non-cytotoxic battery identified by conventional optical and fluorescent microscope images recorded at different times: a day 1, b day 3, and c day 5. (Left panels shows optical microscope images; right panels shows fluorescence microscope images). Large green stains corresponds to the growing number of living cells compared to the trivial red stains corresponding to dead cells. d CCK8 cell viability assay compares cell culture density on the flexible battery with a control group after 5 days of testing, which confirms the biocompatibility of the flexible lithium-ion battery. e Temperature effect on the operation of the flexible biocompatible battery compares the normalized discharge capacity at the first discharge cycle recorded for multiple flexible batteries heated at a designated temperature. The battery capacity increases with higher temperature as the battery’s internal resistance decreases. Thermal images of the battery are obtained during different temperatures

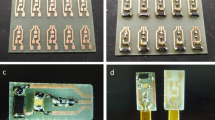
Smart dental brace system. a Average minimalist radius of curvature can be obtained in dental arch is 10 mm. b Flexible battery module bonded to aluminum interconnects on PET substrate and its integration with chip-scale LEDs. The device is embedded in a 3D printed brace with battery and LED module repeated per each teeth. c Smart dental brace components: near-infrared LEDs integrated with flexible batteries and interconnected on a soft PET substrate. The whole device is embedded in semi-transparent 3D printed brace, d Flexible battery powering near-infrared two LEDs connected in series. e Image of the smart dental brace device on artificial teeth. f Top view of smart dental brace from the outside (left) and inside (right) with packaged red light therapy module
Since the normal body temperature is around 37 °C, the battery previously tested at room temperature must be retested at elevated temperatures to check its stability inside the human body environment. Electrochemical performance of the battery at elevated temperatures was done (Fig. 4e) to identify its safe usage. Temperature behavior of multiple batteries was examined on the first charge to isolate the effect coming from degradation of the batteries during cycling. The capacity observed to increase almost linearly as the temperature increases. This is normally attributed to the increased diffusion of lithium ions as the temperature increases.
Discussion
For decades, dental braces are used as a main functional modality in the field of Orthodontics and tooth correction. By exerting pressure, a dental brace induces bone regeneration (bone breakage and redepositing). However, such process takes months to years, raising the health-care cost and discomfort to the patients. New advances in panoramic X-ray imaging, intra-oral imaging scanners31 and biocompatible dental materials,30, 32 allows to digitize the manufacturing of personalized dental braces via 3D printing. Also, we took advantage of near-infrared light therapy that provided clinical and biological33, 34 benefits over invasive surgical procedures.35, 36 These devices can enhance bone regeneration and reduces the time period and overall costs for the therapy as it relies on photo-bio-modulator and osteginic cell stimulator. Bulky external equipment that are available utilizes near-infrared light sources or LED arrays, a programmable controller and a power supply or a battery.37, 38 The battery placement is typically outside of the oral cavity because it is toxic and mismatches with the mechanical compliant nature of such a system. This hinders the conformal fitting of an integrated light therapy device leading to patient discomfort, repeated treatment sessions, and light exposure inaccuracy to the targeted region. Therefore, we need an integration strategy embedding flexible electronic components with flexible battery as a means of power supply. Specially, in which the overall system has to conform to the complex curvature of the human dental arch (>10 mm) without compromising functionality while keeping the cost down. Our flexile biocompatible lithium-ion battery can be transferred on polyethylene terephthalate (PET) and interconnected via aluminum engraved interconnections to create a battery module. Flip-chip technology, stencil printing allowed placement of the components and assessment of the quality of the bonding is done as shown in Supplementary Fig. S7 and explained in Methods.. The battery module exhibit minimal strain while most of the stress is experienced by the PET film.
Next step is integration of die level infrared LED with a turn-on voltage of 1.8 V, 640 nm arrays as illustrated in the schematic in Fig. 5c and characterized in Supplementary Fig. S8. On each individual tooth, a battery supplies power to two near infrared LEDs that are connected in series (Fig. 5b). Other battery/LED modules distanced according to tooth placement (Supplementary Fig. S9) can be connected in parallel. This allows localized and personalized exposure to tooth region. By using lightweight batteries and near-infrared light emitting diodes. The device can be used for biological cell stimulation of growth needed for bone remodeling, pertaining the timing of the treatment, the age of the patient and the type of tooth movement and/or desired skeletal changes.
Major challenge to integrate any traditional lithium-based energy storage is their toxicity in conjunction with mechanical flexibility. This is attributed to the need of bulky packaging for encapsulating toxic battery materials. Therefore, we have introduced non-toxic micro-scale flexible batteries to be used as on-demand power supply for implantable devices. We have developed a thin, soft optoelectronic system, and its seamless integration with 3D printed materials for a low-cost personalized smart dental brace. A more advanced steps by integrating near-infrared capability embedded in a personalized 3D printed semi-transparent braces.
Smart dental brace relies on two main functionalities: Firstly, a customizable, personalized, and semitransparent brace, which provides required external loading to stimulate healthy rebuilding of bone structures. Secondly, a miniaturized, soft, biocompatible optoelectronic system for an intraoral (conformable on the mouth) near-infrared light therapy, which allows rapid, temporally specific control of osteogenic cell activity via targeted exposure and light-sensitive proteins present in bone cells. The combination of both strategies in one single platform provides affordable, multi-functionality dental braces. Such capability enhances the bone regeneration significantly and reduces the overall cost and discomfort.
Future work includes integration of compliant soft-substrate-based LEDs and miniaturized ICs with enhanced wireless capability for smart gadget-based remote control for cleaning and therapy.
A physically compliant high-performance biocompatible energy storage (battery) is a critical need for any personalized advanced health care used in wearable and implantable electronic system. Here, we have shown such a millimeter scale (2.5 × 1.7 mm) micro (236 μg) lithium-ion-based thin-film battery with flexibility (bending radius down to 1 cm) and biocompatibility. We have also shown a reliable integration strategy to integrate such battery modules in arrays in a 3D printed encapsulation with near-infrared LEDs to demonstrate a smart dental brace. We show that with the advent in panoramic orthodontic X-ray technology, it is possible to capture the image of complex orthodontic domain and then can be 3D printed to have personalized dental brace. Next, by integrating red light LEDs with battery we show enhanced bone regeneration will be possible in intimate manner to expedite bracing period and thus providing the user with much needed convenience and lower dental care cost. We find this is a unique example for personalize advanced health-care application.
Methods
Etching and transfer-less technique
The transfer-less process starts with the preparation of PDMS (polydimethylsiloxane) carrier substrate via a 10:1 mixing ratio of (base to cross linker) followed by spin coating with 500 rpm for 30 s, baked on a hot plate 120 °C for 10 min. The bulk battery (EnerChip CBC 005 bare die, Cymbet, USA) is flipped on the PDMS carrier substrate directly. The surface of PDMS provides good van der waal stiction with the sample and top surface protection during the etching process. The Si substrate with an atomic weight W and ρ atomic density is etched in a plasma-less xactic xenon difluoride (XeF2) of 560 cm3 expansion chamber in room temperature at a 4 Torr expansion pressure, according to the relation 2 XeF2(g)+Sis→SiF4(g)+2Xeg. For the estimation of the etching efficiency, the theoretical total volume consumed per etching cycle in a gas etcher can be calculated using the following: \({V_{{\rm{theo}}}} = \left( {\frac{1}{2}} \right)\left( {\frac{{{P_{{\rm{ch}}}}{V_{{\rm{ch}}}}W}}{{\rho RT}}} \right)\) where p ch is the chamber pressure, V ch the expansion chamber volume at temperature T. The actual experimental value of the etched Si volume deviates from the theoretical value by accounting for the total etching cycles N and etching efficiency η of the chamber, which can vary between a value of 0 and 1 to indicate the amount of XeF2 molecules used effectively in the reaction, following the relation: V exp=η N V theo
Electrical, thermal, and mechanical testing of the battery
A semi probe and a cascade probe station (with thermal chuck) were combined with a programmable Keithley semiconductor characterization system 4200 with a source/sink capability to monitor both voltage and current. The program was used for galvantostatic testing with a cutoff voltage of 3.9–3 V to study charge/discharge characteristics and cycling behavior and temperature stability for the bulk and flexible batteries. A glass bending curvature serves for bending study.
Material investigation
A bulk sample is cleaved and its Si back surface is removed using our process. The sample is mounted onto a cylindrical SEM holder to investigate the strain effect on the microstructure. Cross section TEM sample is prepared using mechanical grinding and precision ion polishing system with an angle of 3° and ion beam gun at 5 KeV at room temperature to reach electron transparency. The sample was analyzed using S/TEM, Titan (G2 80–300 CT, FEI company).
Cell viability tests
The human embryonic kidney (HEK 293) cells (ATCC, USA) were cultured in Eagle’s minimal essential medium high-glucose Dulbecco’s modified Eagle medium (Invitrogen, USA), supplemented with 10% fetal bovine serum (Invitrogen, USA) and 1% penicillin-streptomycin (Invitrogen, USA) at 37 °C in a 5% CO2 humidified atmosphere. The cells were detached and collected for further counting and plating. Batteries were sterilized with ethanol prior plating. In 6-well plates, batteries were placed and cells were seeded at a density of 5 × 104/well. The cells were stained with live/dead assay (Invitrogen, USA) for 30 min allowed testing for cell viability at day 1, 3, and 5 (green: live, red: dead). Cells were observed with Stereo microscope (SMZ25, Nikon Instruments).
To confirm the light and fluorescence microscope data, a colorimetric CCK-8 assay was performed. Batteries were sterilized with 70% ethanol prior placing inside a 96-well plate. HEK cells were seeded at a density of 9 × 103/well. After 72 h incubation at 37 °C, 100 μL of CCK8 solution in RPMI media were added to each well and incubated for 4 h in darkness. The absorbance values were measured at 590 nm using the xMark™ microplate absorbance spectrophotometer.
Smart dental brace system
Interconnections were patterned using 1.06 μm ytterbium-doped fiber laser (PLS6MW Multi-Wavelength Laser Platform, Universal Laser Systems) on a PET aluminum metallized film with a:0.023 mm thickness. Fine placer femto die bonder was used to bond the batteries and SMD LED (Vishay Semiconductors) with dimensions of 1.6 × 0.8 × 0.6 mm3 and 628 nm wavelength. A conductive silver epoxy (Electron Microscopy Sciences) bond these components to the interconnection pads via laser prepared stencil. Zygo profiler assessed the geometry of the bonding structures. Orthodontic brace uses 3D SLA printer of Clear Resin 1 L (GPCL02) resolution used was 100 µm and a pool heated at 35 °C.
References
Hussain, A. M., Lizardo, E. B., Torres Sevilla, G. A., Nassar, J. M. & Hussain, M. M. Ultrastretchable and flexible copper interconnect-based smart patch for adaptive thermotherapy. Adv. Healthc. Mater. 4, 665–673 (2015).
Gao, W. et al. Fully integrated wearable sensor arrays for multiplexed in situ perspiration analysis. Nature 529, 509–514 (2016).
Corea, J. R. et al. Screen-printed flexible MRI receive coils. Nat. Commun. 7, 10839 (2016).
Xu, L. et al. 3D multifunctional integumentary membranes for spatiotemporal cardiac measurements and stimulation across the entire epicardium. Nat. Commun. 5, 3329 (2014).
Kim, D.-H. et al. Dissolvable films of silk fibroin for ultrathin conformal bio-integrated electronics. Nat. Mater. 9, 511–517 (2010).
Linford, R. & Schlindwein, W. Medical applications of solid state ionics. Solid State Ion. 177, 1559–1565 (2006).
Passerini, S. & Owens, B. B. Medical batteries for external medical devices. J. Power Sources 97–98, 750–754 (2001).
Dodd, J., Kishiyama, C., Mukainakano, H., Nagata, M. & Tsukamoto, H. Performance and management of implantable lithium battery systems for left ventricular assist devices and total artificial hearts. J. Power Sources 146, 784–787 (2005).
Passerini, S., Owens, B. B. & Coustier, F. Lithium-ion batteries for hearing aid applications: I. Design and performance. J. Power Sources 89, 29–39 (2000).
Volkmann, J., Herzog, J., Kopper, F. & Deuschl, G. Introduction to the programming of deep brain stimulators. Mov. Disord. 17, S181–S187 (2002).
Wang, X. et al. Flexible energy-storage devices: design consideration and recent progress. Adv. Mater. 26, 4763–4782 (2014).
Li, L. et al. A foldable lithium–sulfur battery. ACS Nano. 9, 11342–11350 (2015).
Huang, Y. et al. From industrially weavable and knittable highly conductive yarns to large wearable energy storage textiles. ACS Nano 9, 4766–4775 (2015).
Song, S.-W. et al. High rate-induced structural changes in thin-film lithium batteries on flexible substrate. J. Power Sources 195, 8275–8279 (2010).
Song, Z. et al. Kirigami-based stretchable lithium-ion batteries. Sci. Rep. 5, 10988 (2015).
Xie, K. & Wei, B. Materials and structures for stretchable energy storage and conversion devices. Adv. Mater. 26, 3592–3617 (2014).
Song, Z. et al. Origami lithium-ion batteries. Nat. Commun. 5, 3140 (2014).
Aliahmad, N., Agarwal, M., Shrestha, S. & Varahramyan, K. Paper-based lithium-ion batteries using carbon nanotube-coated wood microfibers. IEEE Trans. Nanotechnol. 12, 408–412 (2013).
Pereira, T. et al. The performance of thin-film Li-ion batteries under flexural deflection. J. Micromech. Microeng. 16, 2714 (2006).
Zhou, G., Li, F. & Cheng, H.-M. Progress in flexible lithium batteries and future prospects. Energy Environ. Sci. 7, 1307–1338 (2014).
Lee, S. H., Jeong, C. K., Hwang, G.-T. & Lee, K. J. Self-powered flexible inorganic electronic system. Nano Energy 14, 111–125 (2015).
Si, W. et al. A single rolled-up si tube battery for the study of electrochemical kinetics, electrical conductivity, and structural integrity. Adv. Mater. 26, 7973–7978 (2014).
Xu, S. et al. Stretchable batteries with self-similar serpentine interconnects and integrated wireless recharging systems. Nat. Commun. 4, 1543 (2013).
Yan, C. & Lee, P. S. Stretchable energy storage and conversion devices. Small 10, 3443–3460 (2014).
Lee, Y.-H. et al. Wearable textile battery rechargeable by solar energy. Nano Lett. 13, 5753–5761 (2013).
Neudecker, B. J., Dudney, N. J. & Bates, J. B. “Lithium‐free” thin‐film battery with in situ plated Li anode. J. Electrochem. Soc. 147, 517–523 (2000).
Kutbee, A. T., Ghoneim, M. T., Ahmad, S. M. & Hussain, M. M. Free-form flexible lithium-ion microbattery. IEEE Trans. Nanotechnol. 15, 402–408 (2016).
Koo, M. et al. Bendable inorganic thin-film battery for fully flexible electronic systems. Nano Lett. 12, 4810–4816 (2012).
Ning, F., Li, S., Xu, B. & Ouyang, C. Strain tuned Li diffusion in LiCoO2 material for Li ion batteries: A first principles study. Solid State Ion. 263, 46–48 (2014).
Schmalz, G. & Arenholt-Bindslev, D. Biocompatibility of Dental Materials. (Springer Berlin Heidelberg, 2009).
Patzelt, S. B. M., Emmanouilidi, A., Stampf, S., Strub, J. R. & Att, W. Accuracy of full-arch scans using intraoral scanners. Clin. Oral Investig. 18, 1687–1694 (2014).
McDowall, F. Introduction to dental materials, 4th edition. Br. Dent. J. 215, 100–100 (2013).
Desmet, KristinaD. et al. Clinical and experimental applications of NIR-LED photobiomodulation. Photomed. Laser Surg. 24, 121–128 (2006).
Park, J. S. & Park, K.-H. Light enhanced bone regeneration in an athymic nude mouse implanted with mesenchymal stem cells embedded in PLGA microspheres. Biomater. Res. 20, 4 (2016).
Hoogeveen, E. J., Jansma, J. & Ren, Y. Surgically facilitated orthodontic treatment: A systematic review. Am. J. Orthod. Dentofac. Orthop. 145, S51–S64 (2014).
Wilcko, M. T., Wilcko, W. M., Pulver, J. J., Bissada, N. F. & Bouquot, J. E. Accelerated osteogenic orthodontics technique: a 1-stage surgically facilitated rapid orthodontic technique with alveolar augmentation. J. Oral Maxillofac. Surg. 67, 2149–2159 (2009).
Research, B. Light Accelerated Smiles, http://staging.bioluxresearch.com/bioluxwww/ (2015).
Brawn, P. R. Method and apparatus for regulating tooth movement. WO2010142031 A1 (Google Patents, 2010).
Acknowledgements
We thank Prof. Xiaohang Li of King Abdullah University of Science and Technology for the insightful discussion on near infrared LED. This publication is based upon work supported by the King Abdullah University of Science and Technology (KAUST) Office of Sponsored Research (OSR) under Award No. OSR-2015-Sensors-2707 and OSR-2016-KKI-2880.
Author information
Authors and Affiliations
Contributions
M.H. conceptualized the idea and directed the study. A.K. led the study with conducting the most part of experiments. R.B. and E.D. assisted with imaging. K.A. conducted bio compatibility stability under the direction of N.K. M.G. performed FIE analysis. M.C. assisted with 3D printing. A.A. assisted with wet experiments. A.G. carried out cell analysis. J.N. and A.H. assisted with system integration.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing financial interests.
Additional information
Publisher's note: Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Electronic supplementary material
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this license, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Kutbee, A.T., Bahabry, R.R., Alamoudi, K.O. et al. Flexible and biocompatible high-performance solid-state micro-battery for implantable orthodontic system. npj Flex Electron 1, 7 (2017). https://doi.org/10.1038/s41528-017-0008-7
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41528-017-0008-7
This article is cited by
-
End-to-end design of ingestible electronics
Nature Electronics (2024)
-
Design and characterization of novel Al-doped ZnO nanoassembly as an effective nanoantibiotic
Applied Nanoscience (2018)
