
Abstract
Microelectronic thermoelectric generators are one potential solution to energizing energy autonomous electronics, such as internet-of-things sensors, that must carry their own power source. However, thermoelectric generators with the mm2 footprint area necessary for on-chip integration made from high thermoelectric figure-of-merit materials have been unable to produce the voltage and power levels required to run Si electronics using common temperature differences. We present microelectronic thermoelectric generators using Si0.97Ge0.03, made by standard Si processing, with high voltage and power generation densities that are comparable to or better than generators using high figure-of-merit materials. These Si-based thermoelectric generators have <1 mm2 areas and can energize off-the-shelf sensor integrated circuits using temperature differences ≤25 K near room temperature. These generators can be directly integrated with Si circuits and scaled up in area to generate voltages and powers competitive with existing thermoelectric technologies, but in what should be a far more cost-effective manner.
Similar content being viewed by others

Introduction
The development of miniature (<1 cm2 total area) silicon integrated circuit (IC) sensors and networking devices for a broad range of internet-of-things (IoT) applications has spurred the question of how to provide reliable and sustainable power to such ICs1. IoT devices are often intended to be embedded in enclosed environments not meant to be routinely accessible, such as inside a heating system2 or buried under pavement3, where utility line power is unavailable, changing batteries is impractical, and there is insufficient light for photovoltaics. Many IoT devices must then be energy autonomous. That is, they must carry with them a small, renewable energy source, preferably integrated on the same chip or in the same package. Consequently, significant interest has developed in small microelectronic thermoelectric generators (µTEGs) as one method to power energy autonomous IoT devices wherever a reliable thermal gradient exists1,4,5,6,7,8,9.
Most current research on thermoelectric (TE) technology concentrates on developing new materials10 having a high TE figure-of-merit ZT = (S2σ/κ)T, where S, σ, and κ are the material’s thermopower, electrical conductivity, and thermal conductivity, and T = ½(TC + TH) is the mean temperature between a cold reservoir at temperature TC and a hot reservoir at TH (in Kelvin). This focus on complex high ZT materials is because a TEG’s ideal thermodynamic efficiency increases with the ZT of the materials used to form the thermopile11. Modern high ZT materials such as PbTe12, the BiSbTe system13,14, CuI15, Heusler alloys16, SnS1−xSex17, CsSnI3−xClx18, Cu2Te:Ga19, and dichalcogenides20 generally aim to achieve ZT ≈ 1 for T near 300 K.
Higher efficiency means less heat is drawn to generate a given power. Maximizing efficiency is important if the total heat capacities of the TH and TC reservoirs are small enough that the heat flow from TH to TC significantly decreases the temperature difference ∆T = (TH – TC). However, for µTEGs the heat flow cross-section is small, so little heat is typically drawn, and the TH and TC heat capacities are usually very large or have actively maintained temperatures. In this case efficiency may not be the primary concern. The critical criterion is the ability to directly energize an IoT device or trickle charge its battery when operating from commonly encountered ∆Ts between 10 to 50 K with TC near room temperature. In practice this means generating voltage >1.5 V with ≥ several µA of current (i.e., several µW of power). This voltage is required to cross the threshold that turns on Si transistors or to push charge into a typical battery. Because material Seebeck coefficients are typically ~0.1 mVK−1, producing >1.5 V from ∆T = 10 K requires a thermopile connecting ~103 thermocouples in series. TEGs using bulk high ZT materials need areas of several cm2 to accommodate this many thermocouples21. Small area (≤ few mm2) high ZT TEGs, which are desirable for integration with IoT devices, have yet to reach this voltage/current threshold using TC near 300 K and moderate ∆T ~ 20 K4,6,7. Furthermore, high ZT materials can be expensive to synthesize, often contain toxic or non-earth-abundant elements15,17, and are incompatible with Si IC processing, all of which increase the cost-per-Volt and cost-per-Watt generated.
In this article we report small area (≪1 mm2) µTEGs with Si0.97Ge0.03 as the TE material, fabricated using standard Si IC processing. These µTEGs can generate power densities (per unit area for heat flow) comparable to or better than high ZT TEGs and can energize IoT devices from commonly encountered ∆Ts. These µTEGs build on the alternative approach to Si-based µTEGs we recently reported22 to overcome silicon’s inferior ZT23. This approach emphasizes application of device physics and circuit engineering principles to optimize a µTEG’s generated power density at given ∆T, rather than focusing on thermodynamic efficiency. This strategy exploits the ability of Si processing to fabricate thermopiles consisting of a very large number of TE elements in a small area, thereby producing a high total power density despite relatively low power per TE element, and to control parasitic thermal and electrical resistances.
Results
Description of µTEG device structures
Two types of µTEG devices were made, test mode and harvest mode, all fabricated on an industrial 65 nm node Si IC process line. The test mode device structures and measurement protocols are identical to those detailed in refs. 22,24. Design and fabrication details for the harvest mode devices are given in Methods and in Supplementary Fig. 1. Each test mode device constitutes a thermocouple having total cross-sectional area of 48 µm × 36 µm with an on-chip integrated resistive heater as the TH reservoir. The purpose of the integrated heater is to give a highly reproducible series thermal impedance between heat source and thermocouple. This facilitates de-embedding the thermocouple’s intrinsic performance characteristics from parasitic thermal impedances. However, most µTEG applications require harvesting heat from an off-chip TH source. Harvest mode µTEGs omit the integrated heater and instead connect a thermopile thermally (but not electrically) to a thermal contact pad on the chip surface. A heated copper rod placed on this pad acts as the TH reservoir, so the thermal impedance depends sensitively on the quality of the contact between Cu rod and thermal pad.
Operating from TC near 300 K and ∆T between 5 to 50 K, test mode µTEGs were designed to optimize power density, not voltage. By contrast, harvest mode µTEGs were designed to maximize voltage density rather than power and so consist of 640 thermocouple unit cells (each with area of 19.8 µm × 15.7 µm) connected in series. As the following results show, operating from nearly the same TC and TH, test mode devices generated power density ~6× higher than harvest mode, while harvest mode devices generated voltage density ~3.6× higher than test mode.
The basic TE elements of both test mode and harvest mode devices are 80 nm wide × 700 nm long × 350 nm tall blades of Si1–xGex, where x is nominally 0, 0.01, 0.02, and 0.03. To maintain compatibility with standard Si IC processing, bulk Si1–xGex could not be used. Instead, as described in Methods, Ge was incorporated into the top surface of a 300 mm diameter Si wafer by ion implantation followed by activation anneal. For reasons given in Methods, this restricted the maximum usable Ge concentration to x ≤ 0.03.
Si1–xGex was used because both bulk and nanostructured Si1–xGex show significantly enhanced Z compared to pure Si due to suppression of the phonon contribution to κ through random alloy and grain boundary scattering25. A large amount of TE device work using Si1–xGex exists, particularly targeted at high temperature applications25,26,27,28,29. These works generally use alloy compositions with 0.2 ≤ x ≤ 0.5 because κ is near its minimum value through that range25,30,31. However, the majority of the decrease in κ with increasing x occurs in the narrow range going from x = 0 to x ≈ 0.0525,30,31,32,33. This suggests that a significant increase in Z and hence TE performance may be expected using only a few % Ge.
Performance characteristics of test mode µTEGs
Figure 1a shows power–current–voltage (P–I–V) characteristics at various ∆T (TC = 300 K) of the test mode Si0.97Ge0.03 µTEG with the highest power density. The thermopile design for this specific µTEG is given in Supplementary Fig. 2. Three nominally identical devices were tested; all had P–I–V characteristics within 5% of each other. As ∆T increases, the linear I–V offsets further from the origin. The source resistance is RS = | ∆V/∆I | = 5.2 Ω. The open-circuit voltage, VOC, and short-circuit current, ISC, are the intercepts of the I–V lines with the V and I axes, respectively. The generated power P = VI has maximum Pmax = VOCISC/4 = V2OC/4RS = power delivered to a load resistance RL = RS, known as matched load conditions. Figure 1b shows VOC is linearly dependent on ∆T, with the slope of the linear fit giving the Seebeck coefficient of the TEG device, STEG = VOC/∆T = 0.173 mVK−1. Figure 1c shows Pmax is linearly dependent on (∆T)2. The slope of the fitted line = 1.45 × 10−3 µWK−2 gives the power per square of temperature difference. Normalizing to the 48 µm × 36 µm heat flow cross-sectional area gives the specific power density, ΓP = 84 µWcm−2K−2. ΓP measures Pmax normalized to both TEG area and operating ∆T. Figure 1d plots how ΓP and STEG increase with x for four µTEGs having the same design as the µTEG of Fig. 1a, but different x. For this µTEG design, ΓP increases by a factor of 3.5× and STEG approximately doubles as x goes from 0 to 0.03. ΓP does not exactly scale with S2TEG because RS increases by ~10% with Ge content over this range.

a Power–current–voltage data with TC = 300 K and ∆T = 3.8 K (purple diamonds), 7.7 K (blue circles), 11.6 K (green triangles), and 16.1 K (red squares). Open symbols are voltage data (left axis) and filled symbols are power = V·I data (right axis). Dashed lines are linear (for I–V) and quadratic (for I–P) least-square fits to the data. b Open circuit voltage VOC vs. ∆T. The dashed line is a linear least-square fit. c Maximum power, Pmax, as determined from the data in a, vs. (∆T)2. The dashed line is a linear least-square fit. d Specific power density, ΓP (green squares, left axis) and TEG device Seebeck coefficient, STEG (red circles, right axis) vs. Ge percentage x for four µTEGs having the same device layout as the one represented in a. The solid lines simply connect data points.
For the TEG device VOC = STEG∆T, but at the level of the thermopile itself, VOC = S∆TTP, where S is the net Seebeck coefficient of the TE material and ∆TTP is the actual temperature difference across the TE blades forming the thermopile. Because of parasitic thermal impedances between hot/cold reservoirs and the TE blades, ∆TTP < ∆T, and for pure Si (x = 0) thermopiles we estimated22 that ∆TTP/∆T ≈ 0.10 to 0.18. For Si1–xGex, literature values show that the TE material S is insensitive to x between x = 0 and 0.0325,31. Consequently, the increase in STEG with x from Fig. 1d indicates that ∆TTP must nearly double (at same applied ∆T) as x increases from 0 to 0.03 due to a decrease in TE material κ with increasing Ge content.
For each value of x, we tested sixteen µTEG layout design variations. Layout structure variations explored different number of TE blade elements per unit area, different electrical lead and contact configurations, and different heat exchange structures to thermally couple to the TH reservoir, but all used the same TE blade size and n- and p-dopant densities. For any given layout, ΓP increased monotonically with increasing x, with ΓP(x = 0.03)/ΓP(x = 0) = 2.5 to 3.5 depending on layout design. Among the 16 different µTEG layouts with x = 0.03, the variant used for Fig. 1a gave the highest ΓP, the variant with the lowest ΓP generated 5 µWcm−2K−2, and the plurality of layout variants gave ΓP between 20 to 30 µWcm−2K−2. Higher ΓP layouts were associated with two features. First, they had electrical and thermal lead/contact configurations that gave lower parasitic series resistances. Second, they came closer to using an optimum number of TE blade elements to maximize V2OC/RS by properly balancing the trade-off between using fewer TE blades to increase the thermopile’s thermal resistance to increase ∆TTP and hence VOC, and using more TE elements to decrease the thermopile’s RS24,34.
In situations where the thermal reservoirs have large heat capacities or where TH and TC are actively maintained, ΓP may be a more practically important metric than efficiency. ΓP can be used to compare power generation capability across different types of TEGs. For example, from its data sheet21 a high ZT TEG of 9 cm2 area generates Pmax = 0.41 W from TH = 110 °C and TC = 50 °C, so its ΓP = 12.7 µWcm−2K−2. ΓP values compiled from summaries7,35,36,37 of (Bi,Sb)2(Te,Se)3 TEGs range from 1 to 20 μWcm−2K−2 for commercial devices and up to ~100 μWcm−2K−2 for research devices. Thus, the ΓP = 84 μWcm−2K−2 for our Si0.97Ge0.03 µTEG is competitive with the best high ZT TEGs from the standpoint of areal power density produced using the same ∆T.
Performance characteristics of harvest mode µTEGs
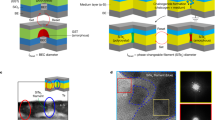
Figure 2a illustrates the cross section of a harvest mode µTEG. Details of the harvesting µTEG measurement protocol are given in Methods. The top of a harvest mode thermopile is thermally connected (but electrically isolated) through an integrated heat exchanger to an Al coated thermal contact pad, shown in Fig. 2b. The heat exchanger consists of several layers of interdigitated Cu electrodes, one set extending up from the thermopile and the other extending down from the thermal contact pad, spaced by a dielectric stack consisting of relatively high thermal conductivity Si3N4/SiC layers.

a Illustration (not to scale) of the side-view cross section through one n-p thermocouple with contact metallization and heat exchanger layers to a surface aluminum thermal contact pad. b Optical microscope plan view image of the Al coated thermal contact pad, with electrical contacts to the n and p sides of the thermopile array. (Middle contact pad is to the substrate and is not used.) c Plan view design (to scale) looking down on one thermopile unit cell forming the harvest mode µTEG used to generate the data of Fig. 3. Each dark-colored solid square represents a group of four blade elements. The dark red lines are silicide electrical contacts to the n+ and the p+ wells. As depicted, the thermal contact would be above the page and the substrate behind the page, so heat Q flows perpendicularly into the plane of the page as indicated while electric current flows from n+ well to p+ well through the metal contacts bridging the n- and p-sides shown in part (a).
Harvest µTEGs were designed to generate high voltage density rather than high ΓP, so they consist of many small thermocouple unit cells connected electrically in series and thermally in parallel. Figure 2c depicts the design of one such unit cell. Each unit cell is built using the same size, shape, and dopant density TE blade elements as test mode devices, but has fewer blades per unit area to facilitate the multiple series electrical connections needed to increase output voltage. Since the n-side blades are connected electrically in parallel, as are (separately) the p-side blades, fewer blades result in higher resistance per unit area and hence lower output current and power density. A complete harvest mode µTEG is composed of 640 unit cells covering a total heat flow cross-sectional area of 0.64 mm × 0.32 mm, the same as the surface Al thermal contact pad.
Figure 3a shows P–I–V characteristics of a Si0.97Ge0.03 harvest mode µTEG whose unit cell design is depicted in Fig. 2c. A heated Cu rod touching the thermal contact pad served as the TH source. Details of the measurement protocol are given in Methods. Figure 3b plots VOC vs. ∆T to obtain the total Seebeck coefficient Stot = 0.102 VK−1 for the 640 unit cells in series. We found Stot could vary between 0.07 to 0.11 VK−1 depending strongly on how well the Cu rod contacted the thermal pad. From Fig. 3b, the Seebeck coefficient per cell is then Scell = Stot/640 = 0.16 mVK−1. The source resistance of this harvesting µTEG is RS = 76 kΩ. Among harvesters tested of identical design, RS was between 75 to 77 kΩ independent of Cu rod contact conditions. The resistance per unit cell is Rcell = RS/640 = 120 Ω. The harvester’s Rcell is greater than the test mode’s RS because the test mode thermocouple consists of 20× more TE blades connected in parallel, reducing the test mode’s source resistance and increasing its ISC compared to the harvest device. If we scale Rcell to the same number of blades in parallel as the test mode device, the harvester’s per-cell resistance would then be Rcell/20 = 6 Ω, slightly more than the RS = 5.2 Ω for the test mode device from Fig. 1a. Previous modeling22,24 of x = 0 test mode devices estimated the parasitic resistance from leads and contacts to be ~2 Ω per thermopile. Harvest mode devices may have a somewhat higher parasitic resistance per cell due to the additional leads and contacts needed to connect multiple thermocouple cells in series, connections not needed in test mode device.

a Power–current–voltage data with TC = 300 K and ∆T = 4.5 K (black diamonds), 12.4 K (red circles), 23.2 K (blue squares). Open symbols are voltage data (left axis) and filled symbols are generated power = V·I data (right axis). Dashed lines are linear (for I–V) and quadratic (for I–P) least-square fits to the data. b Open circuit voltage VOC vs. ∆T. The dashed line is a linear least-square fit.
Energizing IoT devices
Using ∆T from 20 to 25 K, these harvest µTEGs could energize commercial Si ICs made for low-power IoT applications. Figure 4a illustrates a harvest µTEG connected as the unregulated power input to a BQ25570 power management integrated circuit (PMIC)38. PMICs are widely used to support energy autonomous electronics by producing a regulated output voltage Vout from an unregulated, high source resistance input Vin and storing excess input energy by charging a capacitor or back-up battery. The BQ25570 was run without a battery and so used only the electrical input from the µTEG. To initiate a cold start from the state where the PMIC is fully discharged required operating the µTEG with ∆T = 29 K to charge the PMIC’s storage capacitor up to Vstor = 4.2 V. This stored charge is used to regulate Vout. After cold start, the PMIC operated continuously with ∆T as low as 24 K. Figure 4b plots the PMIC’s steady-state Vout and Vstor vs. load resistance RL, with µTEG operating from ∆T = 24 K. The PMIC was configured to produce a regulated Vout = 1.80 V, which it could do for RL ≥ 0.900 MΩ, corresponding to a maximum output current of 2 µA. For RL < 0.900 MΩ the load’s current demand outpaced the ability of the µTEG to supply power, forcing the PMIC to discharge Vstor thus driving Vout to zero. If this µTEG/PMIC configuration were energizing a real device having a variable load resistance, the device would either be fully on (when RL > 0.90 MΩ) or fully off (when RL < 0.90 MΩ), as Fig. 4b shows a very sharp transition between Vout = 1.80 V and Vout = 0 V. In a real situation, operational continuity would be maintained when RL drops below 0.90 MΩ (or when ∆T drops to <24 K) by using a backup battery with the PMIC.

a Illustration of the connections between a hot Cu rod, thermal contact pad, µTEG electrical contacts, and a BQ25570 power management integrated circuit (PMIC) with a 4.8 µF storage capacitor and a load resistance RL at its output. b PMIC steady-state storage voltage (blue squares) and output voltage (red diamonds) vs. RL, µTEG operating from ∆T = 24 K. c Illustration of the connections between a hot Cu rod, thermal contact pad, µTEG electrical contacts, and an OPT3001 ambient light sensor. d Ambient light intensity sensed by the OPT3001 in response to a red light-emitting diode (LED) and a white flashlight. The red line is the signal when energized directly by the µTEG operating from ∆T = 22 K. The blue line is the signal when energized by a standard DC power supply.
Figure 4c illustrates a harvest µTEG connected directly to energize a commercial OPT3001 visible light sensor intended for use as an IoT sensor39. The sensor’s data sheet specifies a minimum input voltage and current of 1.6 V and 1.8 µA. We first powered the OPT3001 using the µTEG via the PMIC output, and it ran stably using ∆T = 24 K. Because the PMIC needs to draw power to perform its regulation functions, we tried powering the OPT3001 directly from the µTEG and found it operated within specified tolerances using ∆T down to 22 K. This was the smallest ∆T at which the harvester could generate both the minimum voltage and the minimum current needed to for the OPT3001 to operate within specifications. (From Fig. 3b, using ∆T = 17-18 K would generate VOC = 1.8 V, the same as the PMIC output voltage used to energize the OPT3001, but at zero current.) Fig. 4d shows the OPT3001’s light intensity readings when powered by the µTEG is identical to its readings when powered by a conventional DC power supply. Further details on the operation of the BQ25570 and OPT3001 using the µTEG are given in Methods.
Discussion
The µTEGs in this work use small footprint areas appropriate for on-chip or in-package integration with energy autonomous IoT ICs. Given the highly parallel nature of Si fabrication over a 300 mm diameter Si wafer, there are no significant technical barriers to scaling such µTEG designs to much larger areas. For example, using an appropriate photolithography mask set, Si IC fabrication could make over 5 × 105 replicas of the thermopile used for Fig. 1 within a 9 cm2 area without adding processing steps or increasing process time or cost. Comparing to the same area bulk high ZT material TEG of ref. 21 operating from the same ∆T = 60 K, a Si0.97Ge0.03 TEG would generate optimal power of 2.7 W compared to the 0.41 W for the bulk TEG. Perhaps as importantly, industrial Si processing uses widely abundant materials and has a much higher production volume throughput than any other material technology, so the cost-per-watt generated with a Si-based TEG should be substantially lower than with any other TE material.
All our µTEG devices were designed to be tested on a wafer probe station with the probe station chuck as TC reservoir, so both thermal interfaces were incompatible with standard IC chip package heat exchangers. Looking towards the future, engineering thermal interfaces to optimize heat exchange between a µTEG’s hot and cold thermal contacts and application-specific TH and TC reservoirs will be critical to advancing practical use of µTEGs in energy autonomous devices. The goal is to minimize parasitic series and contact thermal impedances and to maintain uniform heat flow through the µTEG thermopile cross section. Low thermal impedance chip packages40 designed to remove heat from power ICs to a cold reservoir could conceivably be adapted for use with a µTEG’s cold side contact. Solutions for the hot side contact are less straightforward as there is little established work aimed at directing external heat into an IC chip.
Assuming thermal interface issues can be solved, these Si based µTEGs could energize IoT ICs and sensors using a TC near 300 K and ∆T of 20 to 25 K. Several conceivable IoT environments can generate such temperature profiles, such as the temperature differences between the exterior (TC ~ 273 K) and interior (TH ~ 295 K) of a heated building in winter, or between subsoil earth (TC ~ 285 K) and roadway pavement (TH ~ 310 K)3. Using µTEGs for biothermal energy harvesting presents a more difficult challenge, since ∆T between core human body temperature and an air-conditioned room is about 10 to 15 K, and ∆T between skin surface temperature and ambient air is usually taken to be ≤ 5 K41. Because TEG power generation scales as (∆T)2, reducing ∆T from 20 K to 5 K using the same TEG device reduces power output by a factor of 16. The Si based harvest mode µTEGs presented here could compensate for that power reduction by increasing area by a factor of 16. Using the same harvesting µTEG design of Fig. 2 would then require a total µTEG area of 16 × 0.2 mm2 = 3.2 mm2, not too much larger than the 1 mm2 desired for integrated energy autonomous devices. This area could be further reduced by increasing the number of TE blade elements in each unit cell of this harvesting mode µTEG design.
Methods
General µTEG design and processing
All µTEGs were fabricated on an industrial 65 nm node technology silicon complementary metal-oxide-semiconductor (CMOS) process line on a 300 mm diameter Si (100) oriented wafer. Designs complied with all standard design rules, including minimum feature areas, linewidths, and aspect ratios, and used only material sets and dopants normally available for commercial Si CMOS device fabrication. These design rules ensure process compatibility with all other CMOS devices and circuits that could be fabricated on the same wafer.
The front surface of each blank wafer was protected with a 50 nm thick thermal oxide. Then a thin surface Si0.97Ge0.03 alloy layer was created using a blanket (unmasked) Ge ion implantation followed by activation anneal. Three consecutive implant energies & dosages were used to form a Si0.97Ge0.03 layer: (1) 100 keV & 1.2 × 1016 cm−2, (2) 200 keV & 6.0 × 1015 cm−2, and (3) 270 keV & 2.4 × 1016 cm−2, followed by a 1050 °C activation anneal for 20 mins. Simulations of Ge density vs. depth into the wafer surface are shown in Supplementary Fig. 3. The freely available Monte-Carlo based Transport of Ions in Matter (TRIM) application42 was used to model the as-implanted Ge distribution, but it does not simulate annealing. A Technology Computer Aided Design (TCAD) semiconductor process simulator43 was also used to estimate implanted Ge distribution after annealing, using published values of thermal diffusion coefficients for Ge in Si44. Results indicate the Ge density is between 1 to 2 × 1021 cm−3 to a depth of ~ 250 nm. Nominal 3% Ge corresponds to a Ge density of 1.5 × 1021 cm−3, and the base of the “blades” that form the thermopile structure are etched down to a nominal depth of 350 nm.
Post-anneal optical microscope inspection using a Schimmel defect etch and stain45 showed no detectable defects resulting from the implantation. However, for x > 0.03 the surface Si1–xGex layer resulted in sufficient bowing of the wafers that the wide area, very high resolution, shallow depth-of-focus photolithography needed could no longer be done with adequate precision. This prevented us from going higher than 3% Ge content.
The fundamental thermopile elements were nanostructured blades formed by the same photolithographic masking and Si etch process normally used to create isolation trenches for Si CMOS transistor circuits in this process technology. Doped n-type blades were etched from n+-wells formed by P and As ion implantation (dopant concentration 3.9 × 1018 cm−3), and p-type blades were etched from p+-wells formed by B ion implantation (dopant concentration 4.3 × 1018 cm−3). Each individual blade was nominally 80 nm wide × 750 nm long × 350 nm tall, although cross-sectional scanning electron microscope (SEM) images22 showed the actual blades to be slightly trapezoidal in cross section. An 80 nm width was used as it is the minimum width that can be reliably etched to form a 3-dimensional structure using 65 nm node process technology. SiO2 filled the space between blades for mechanical support. Each blade was electrically and thermally contacted individually from the top using a tungsten (W) plug. The blades were electrically contacted from the bottom using communal n+- and p+-well contacts formed by a mesh of silicide lines in each well. The silicide mesh was used to minimize the parasitic series spreading resistance through the relatively high resistivity doped silicon wells to the metal electrodes.
In all test mode µTEGs and in each unit cell of a harvest mode µTEG, Cu metal layers and vias were used to connect all n-type blades electrically in parallel, and, separately, all p-type blades electrically in parallel. The n-type side and the p-type side were then connected electrically in series to form a thermopile.
Test mode µTEG design
A detailed plan view design illustration of the particular thermopile layout of the test mode µTEG used to generate the data in Fig. 1 of this paper can be found in Supplementary Fig. 2.
Harvest mode µTEG design
A design illustration of one thermopile unit cell of the harvest mode µTEG used to generate the data in Fig. 3 of this paper, including the Cu metal layers used to electrically connect the TE blade elements, can be found in Supplementary Fig. 1. Each thermopile unit cell is assigned a border area of 19.8 µm × 15.7 µm. The complete harvest mode µTEG used for Fig. 3 of the paper consists of 640 such thermocouple unit cells, electrically connected in series, arranged in a 40 cell × 16 cell array, occupying an area of 0.32 mm × 0.64 mm. The surface Al coated thermal contact layer is formed directly over the footprint of this array.
Harvest mode µTEG measurement procedure
The original 30 cm diameter processed wafer was diced into 2 cm × 3 cm die, each die containing many test mode and harvest mode µTEG devices. A die was placed on a gold-plated copper chuck in an enclosed electrical probe station. A thin layer of thermal grease applied to the underside of the die was used to improve thermal contact to the chuck. A calibrated platinum resistor thermometer embedded in the chuck monitored chuck temperature (used as TC in µTEG measurements), and another calibrated thermometer in the probe station monitored ambient environmental temperature. Both temperatures were recorded using a Lakeshore 336 temperature controller. Electrical contact to the n- and p-contact pads shown in Fig. 2b were made using 10 µm radius beryllium copper probe tips to form a 2-probe contact configuration to measure the µTEG current–voltage (I–V) characteristics. All I–Vs were measured with an Agilent 4156 C semiconductor parameter analyzer set to voltage bias from −2 to +2 V. The I-V of the µTEG was always first measured with no heat source applied to the thermal contact pad to establish equilibrium (∆T = 0) electrical characteristics.
A heated rod made of oxygen-free high conductivity (OFHC) copper brought into physical contact with the Al thermal contact pad was used as the hot reservoir (TH). The Cu rod was ohmically heated using nickel chromium (NiCr) wire (insulated with polyimide) wrapped tightly around the rod. The diameter of the Cu rod was tapered in stages down to a polished flat that approximated the area of the thermal contact pad. The rod was mounted in a probe station micro-manipulator to land on the thermal contact pad. Buffering the contact pad with a small amount of pure indium, first mechanically pressed onto the thermal contact pad and then flowed briefly using a low-temperature soldering iron, was found to enhance thermal contact between the Cu rod’s flat and the thermal contact pad.
After touching down the Cu rod onto the thermal contact pad and electrically biasing the rod’s NiCr heating element, the temperature TH was measured by touching the tip of a standard type-K digital thermometer (with NIST-traceable calibration) to the Cu rod as close to the thermal contact pad as mechanically feasible. This same digital thermometer was also used to check the temperature of the probe station chuck where the Si die met the chuck surface. This measurement of chuck temperature always agreed with the chuck’s embedded thermometer to within ±0.2 K, so the chuck’s embedded thermometer was used to determine TC.
Integrated circuit measurement protocol
Both the BQ25570 and the OPT3001 ICs were purchased solder-mounted onto evaluation module (EVM) printed circuit boards. The EVMs brought the ICs’ input and output pins out to convenient wiring terminals and provided resistor networks and jumpers to select various function settings. For both ICs, the power input (Vin) terminal on the EVM was wired directly to the probe station probe contacting the n-contact on a harvesting mode µTEG, and the circuit common (GND) terminal on the EVM was wired directly to the probe station probe contacting the p-contact on the same harvesting mode µTEG. Total external wiring resistance was <2 Ω, negligible compared to the 76 kΩ resistance of the µTEG.
For the BQ25570, no back-up battery was used. Energy was stored using the 4.8 µF storage capacitor that came mounted on the EVM. Without a back-up battery and with no charge on the storage capacitor, the BQ25570 needed to be “cold-started” by first charging the storage capacitor before it began delivering output power. The cold start needed a minimum ∆T = 29 K applied to the µTEG. Settings on the BQ25570 were configured so that it began delivering regulated output voltage of 1.80 V when the voltage on this storage capacitor reached 4.2 V (its minimum setting), which ended the cold start phase. After cold start, the BQ25570 delivered a steady-state regulated 1.80 V output with a ∆T = 24 K applied to the µTEG. The BQ25570 was also configured to maximize power input from the µTEG by dynamically adjusting its input resistance to match the µTEG’s source resistance, thereby transferring Pmax from the µTEG. Finally, the output terminals on the EVM were directly wired to a variable MΩ resistor box used to vary the load resistance. Voltmeters monitored the output voltage across the resistor box as well as the voltage across the storage capacitor to generate the data in Fig. 4b of this paper.
For the OPT3001, the EVM normally connects to a computer through a USB interface that powers the sensor and sends serial digital data from the sensor to the computer. The data is processed by an executable program46 into light intensity (in units of lux). For this experiment, the Vin terminals on the EVM were not connected to the USB interface but were instead wired to the µTEG either via the BQ25570 or directly to the µTEG. The serial data links remained connected to the USB interface. The OPT3001 EVM was mounted in fixed position inside an opaque box with a red light emitting diode (LED) light source inside the box and a portal through which a white flashlight could be shone onto the sensor. Light intensity levels were recorded in the dark, with the red LED on, and with the flashlight on.
The OPT3001 operated stably through the BQ25570 using ∆T as low as 24 K applied to the µTEG, or directly from the µTEG using ∆T as low as 22 K. To compare whether the measured light intensities were reliable when using the experimental thermoelectric energy source, we repeated light measurements with the sensor energized using a conventional wall-plug powered DC power supply using the voltages specified in the sensor’s technical data sheet.
Data availability
The data that support the findings of this study are available from the corresponding author on reasonable request.
References
Haras, M. & Skotnicki, T. Thermoelectricity for IoT – A review. Nano Energy 54, 461–476 (2018).
da Rosa, A. V. Fundamentals of Renewable Energy Processes (Academic Press, New York, 2009).
Godoy, J., Haver, R., Muñoz, J. J., Matía, F. & García, A. Smart sensing of pavement temperature based on low-cost Sensors and V2I communications. Sensors 18, 2092 (2018).
Ando, O. H. Jr., Maran, A. L. O. & Henao, N. C. A review of the development and applications of thermoelectric microgenerators for energy harvesting. Renew. Sust. Energy Rev. 91, 376–393 (2018).
Li, G. et al. Integrated microthermoelectric coolers with rapid response time and high device reliability. Nat. Electron. 1, 555–561 (2018).
Rojas, J. P. et al. Review – Micro and nano-engineering enabled new generation of thermoelectric generator devices and applications. ECS J. Solid State Sci. Technol. 6, N3036–N3044 (2017).
Yan, J., Liao, X., Yan, D. & Chen, Y. Review of micro thermoelectric generator. J. Microelectromech. Syst. 27, 1–18 (2018).
Gadea, G., Pacios, M., Morata, Á. & Tarancón, A. Silicon-based nanostructures for integrated thermoelectric generators. J. Phys. D. Appl. Phys. 51, 423001 (2018).
Tomita, M. et al. Modeling, simulation, fabrication, and characterization of a 10-μW/cm2 class Si-nanowire thermoelectric generator for IoT applications. IEEE Trans. Electron Devices 65, 5180–5188 (2018).
He, J. & Tritt, T. M. Advances in thermoelectric materials research: looking back and moving forward. Science 357, eaak9997 (2017).
Nolas, G. S., Sharp, J. & Goldsmid, H. J. Thermoelectrics: Basic Principles and New Materials Developments (Springer, New York, 2001).
Heremans, J. P. et al. Enhancement of thermoelectric efficiency in PbTe by distortion of the electronic density of states. Science 321, 554–557 (2008).
Venkatasubramanian, R., Silvola, E., Colpitts, T. & O’Quinn, B. Thin-film thermoelectric devices with high room-temperature figures of merit. Nature 413, 597–602 (2001).
Poudel, B. et al. High-thermoelectric performance of nanostructured bismuth antimony telluride bulk alloys. Science 320, 634–638 (2008).
Yang, C. et al. Transparent flexible thermoelectric material based on non-toxic earth-abundant p-type copper iodide thin film. Nat. Commun. 8, 16076 (2017).
Hinterleitner, B. et al. Thermoelectric performance of a metastable thin-film Heusler alloy. Nature 576, 85–90 (2019).
He, W. et al. High thermoelectric performance in low-cost SnS0.91Se0.09 crystals. Science 365, 1418–1424 (2019).
Liu, T. et al. Enhanced control of self-doping in halide perovskites for improved thermoelectric performance. Nat. Commun. 10, 5750 (2019).
Sarkar, S., Sarswat, P. K., Saini, S., Mele, P. & Free, M. L. Synergistic effect of band convergence and carrier transport on enhancing the thermoelectric performance of Ga doped Cu2Te at medium temperatures. Sci. Rep. 9, 8180 (2019).
Kogo, G. et al. A thin film efficient pn-junction thermoelectric device fabricated by self-align shadow mask. Sci. Rep. 10, 1067 (2020).
Technical Data Sheet for TG12-2.5, Single-Stage Thermoelectric Generator by II-VI Marlow (accessed 02 August 2020); http://cdn2.hubspot.net/hubfs/547732/Data_Sheets/TG12-2.5.pdf.
Hu, G., Edwards, H. & Lee, M. Silicon integrated circuit thermoelectric generators with a high specific power generation capacity. Nat. Electron. 2, 300–306 (2019).
Ohishi, Y. et al. Thermoelectric properties of heavily boron- and phosphorous-doped silicon. Jpn. J. Appl. Phys. 54, 071301 (2015).
Hu, G. et al. Scaling of power generation with dopant density in integrated circuit silicon thermoelectric generators. IEEE Electron Device Lett. 40, 1917–1920 (2019).
Pérez-Taborda, J. A., Caballero-Calero, O., & Martín-González, M. Silicon germanium (SiGe) nanostructures for thermoelectric devices: recent advances and new approaches to high thermoelectric efficiency. In New Research on Silicon – Structure, Properties, Technology (ed. Talanin, V. I.), ch. 8 (Intech, Rijeka, Croatia, 2017).
Xu, B., Li, C., Myronov, M. & Fobelets, K. n-Si–p-Si1–xGex nanowire arrays for thermoelectric power generation. Solid State Electron. 83, 107–112 (2013).
Su, Y., Lu, J., Villaroman, D., Li, D. & Huang, B. Free-standing planar thermoelectric microrefrigerators based on nanograined SiGe thin films for on-chip refrigeration. Nano Energy 48, 202–210 (2018).
Donmez-Noyan, I. et al. SiGe nanowire arrays based thermoelectric microgenerator. Nano Energy 57, 492–499 (2019).
Li, J. et al. Thermal and electrical analysis of SiGe thermoelectric unicouple filled with thermal insulation materials. Appl. Therm. Eng. 134, 266–274 (2018).
Wagner, M. Simulation of Thermoelectric Devices. Ph.D. Dissertation, Tech. Univ. Wien, Nov. 2007, Sect. 4.3.
Yamashita, O. & Sadatomi, N. Thermoelectric properties of Si1–xGex (x ≤ 0.10) with alloy and dopant segregations. J. Appl. Phys. 88, 245–251 (2000).
Chen, J., Zhang, G. & Li, B. Tunable thermal conductivity of Si1–xGex nanowires. Appl. Phys. Lett. 95, 073117 (2009).
Kim, H., Kim, I., Choi, H. & Kim, W. Thermal conductivities of nanowires with different germanium concentrations and diameters. Appl. Phys. Lett. 96, 233106 (2010).
Edwards, H., Maggio, K., Tran, T., & Debord, J. In Innovative Materials and Systems for Energy Harvesting Applications (eds Mescia, L., Losito, O., & Prudenzano, F.) ch. 9 (Engineering Science Reference, 2015).
Vullers, R. J. M., van Schaijk, R., Doms, I., Van Hoof, C. & Mertens, R. Micropower energy harvesting. Solid State Electron. 53, 684–693 (2009).
Dávila, D. et al. Monolithically integrated thermoelectric energy harvester based on silicon nanowire arrays for powering micro/nanodevices. Nano Energy 1, 812–819 (2012).
Anant Kishore, R. & Priya, S. A review on low-grade thermal energy harvesting: materials, methods and devices. Materials 11, 1433 (2018).
Technical data sheet for TI BQ25570 (accessed 02 August 2020); https://www.ti.com/lit/ds/symlink/bq25570.pdf.
Technical data sheet for TI OPT3001 (accessed 02 August 2020); https://www.ti.com/lit/ds/symlink/opt3001.pdf.
Lenz, M., Striedl, G. & Fröhler, U. Thermal Resistance Theory and Practice, Infineon Technologies AG (2000) (accessed 02 August 2020); https://www.infineon.com/dgdl/smdpack.pdf?fileId=db3a304330f6860601311905ea1d4599.
Hong, S. et al. Wearable thermoelectrics for personalized thermoregulation. Sci. Adv. 5, eaaw0536 (2019).
TRIM simulation tool and documentation (accessed 02 August 2020); http://www.srim.org.
Synopsis TCAD (accessed 02 August 2020); https://www.synopsys.com/silicon/tcad.html.
Ogino, M., Oana, Y. & Watanabe, M. The diffusion coefficient of germanium in silicon. Phys. Status Solidi A 72, 535–541 (1982).
Schimmel, D. G. Defect etch for <100> silicon evaluation. J. Electrochem. Soc. 126, 479–483 (1979).
OPT3001EVM evaluation software (accessed 02 August 2020); https://www.ti.com/tool/OPT3001EVM.
Acknowledgements
We thank Ricardo Rivera-Matos for instruction on low-power management and voltage regulation techniques and advice on how to use the BQ25570 with a µTEG input, David Wyke for performing the defect stain inspection of a post-annealed Ge implanted Si wafer to verify absence of crystal damage, and Drew Edwards for running TRIM simulations. This work was supported by the United States National Science Foundation (Grant No. ECCS-170758) and by Texas Instruments Incorporated.
Author information
Authors and Affiliations
Contributions
R.D., P.M., and G.H. carried out the experiments, analyzed results, and helped write the paper. H.E. conceived the nanoblade µTEG devices. K.M. and H.E. designed the device layouts. K.M. performed thermal simulations on the designs. H.E., J.D., and T.T. developed processing recipes and supervised fabrication of the wafers. H.E. and M.L. analyzed results and conceived further experiments and measurements. M.L. designed and set up measurements, performed calculations, and drafted the paper. All authors coedited the manuscript.
Corresponding author
Ethics declarations
Competing interests
T.T., K.M., and H.E. are employed by Texas Instruments Incorporated. J.D. performed this work as an employee of Texas Instruments Incorporated. The remaining authors declare no competing interests.
Additional information
Peer review information Nature Communications thanks Luis Fonseca, Kornelius Nielsch and Takanobu Watanabe for their contribution to the peer review of this work. Peer reviewer reports are available.
Publisher’s note Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary information
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this license, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Dhawan, R., Madusanka, P., Hu, G. et al. Si0.97Ge0.03 microelectronic thermoelectric generators with high power and voltage densities. Nat Commun 11, 4362 (2020). https://doi.org/10.1038/s41467-020-18122-3
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41467-020-18122-3
This article is cited by
-
Influence of the Mn5Ge3/Ge ohmic-contact interface on the Seebeck coefficient of the Mn5Ge3/Ge bilayer
Scientific Reports (2023)
-
Magnetic moment impact on spin-dependent Seebeck coefficient of ferromagnetic thin films
Scientific Reports (2023)
-
Light-dependent ionic-electronic conduction in an amorphous octahedral molybdenum cluster thin film
NPG Asia Materials (2022)
-
Scalable spin Seebeck thermoelectric generation using Fe-oxide nanoparticle assembled film on flexible substrate
Scientific Reports (2022)
-
Micro-thermoelectric devices
Nature Electronics (2022)
Comments
By submitting a comment you agree to abide by our Terms and Community Guidelines. If you find something abusive or that does not comply with our terms or guidelines please flag it as inappropriate.
