
Abstract
Most chemical vapor deposition methods for transition metal dichalcogenides use an extremely small amount of precursor to render large single-crystal flakes, which usually causes low coverage of the materials on the substrate. In this study, a self-capping vapor-liquid-solid reaction is proposed to fabricate large-grain, continuous MoS2 films. An intermediate liquid phase-Na2Mo2O7 is formed through a eutectic reaction of MoO3 and NaF, followed by being sulfurized into MoS2. The as-formed MoS2 seeds function as a capping layer that reduces the nucleation density and promotes lateral growth. By tuning the driving force of the reaction, large mono/bilayer (1.1 mm/200 μm) flakes or full-coverage films (with a record-high average grain size of 450 μm) can be grown on centimeter-scale substrates. The field-effect transistors fabricated from the full-coverage films show high mobility (33 and 49 cm2 V−1 s−1 for the mono and bilayer regions) and on/off ratio (1 ~ 5 × 108) across a 1.5 cm × 1.5 cm region.
Similar content being viewed by others


Introduction
Apart from graphene, transition metal dichalcogenides (TMDs) with atomic thickness are the most renowned two-dimensional (2D) materials because of their excellent electrical and optical properties1,2,3,4,5,6. Their robust physical properties in atmosphere enable their practical applications in novel optoelectronic devices7,8. For electronics, TMDs with atomic thickness, which inherently have no surface dangling bonds, are immune to mobility degradation and short channel effects in contrast to conventional three-dimensional materials, such as Si and GaAs9,10,11. Such materials have layer-dependent bandgaps from near infrared to visible regions12,13, and thus, TMDs are favorable for energy or optical applications7,8,14,15. Furthermore, the difference between Berry curvature at the K and K′ valleys of monolayer TMDs generates new opportunities for valleytronics16,17. Despite these remarkable properties, TMDs still have limitations arising from spatial nonuniformity. Therefore, the fabrication of high-quality and large-grain films is thus crucial for TMDs. Currently, chemical vapor deposition (CVD) is the most recognized method for producing high-quality monolayer TMDs because of its low cost and scalability18,19,20,21,22. Conventional CVD methods of TMD fabrication are based on the reaction of gas-phase chalcogens (e.g., S and Se) and metal oxides (e.g., MoO3 and WO3)18,19,20,21,22. Generally, in gas-phase reactions, the grain size of TMDs is limited by the high nucleation density and typically is <500 µm. Recently, researchers have used various methods, which include fabricating at a high temperature23, inserting diffusion barriers24, and using an extremely small amount of precursors25, to reduce nucleation density and to increase the surface diffusion length for growing large TMD crystals. These methods can produce comparatively large crystals but considerably reduce the coverage of TMD crystals25, which hinders their practical applications.
For bulk materials, Czochralski26,27 method enables the production of a single-crystal ingot with a diameter of up to 300 mm by vertically pulling a solid seed crystal from a liquid source28. This method provides the unprecedentedly high uniformity of conventional bulk materials at an ultra-large scale. Moreover, a liquid source can more easily dissolve other solid dopants than a gas–gas reaction29. Therefore, it is desirable to grow solid crystals from liquid sources. For the growth of TMDs, Li et al. recently proposes the vapor–liquid–solid (VLS) reaction for fabricating high-quality MoS2 nanoribbons from a liquid precursor on a sodium chloride (NaCl) single crystal30. First, NaCl reacts with MoO3 to form a eutectic compound (Na2Mo2O7), which has a relatively lower melting point and exists in a liquid phase under growth conditions (generally 700–800 °C). Second, the sulfur vapor is rapidly dissolved into the liquid and reacts to form a solid-state monolayer MoS2 on NaCl. However, because of the low wettability between the NaCl and liquid Na2Mo2O7 droplets, this method can only generate MoS2 nanoribbons, which considerably limits its application. This problem can be solved by growing on other substrates with a better wettability31.
Herein, a self-capping vapor–liquid–solid (SCVLS) reaction, which can grow large single crystals and full-coverage TMD films, is proposed. A solid precursor comprising ultra-thin MoO3, SiO2, and NaF layers was used for the controllable eutectic reaction of MoO3 and NaF at high temperature. The as-formed eutectic liquid (Na2Mo2O7) rose to the surface and was sulfurized into MoS2 seeds. These seeds, acted as a self-capping layer, redirected the rising liquid into a horizontal direction. The residual liquid was continuously pushed along the growth direction and eventually sulfurized to form new MoS2 at the edge of the MoS2 seeds. This growth mechanism enables fabrication of ultra-large (~1.1 mm) single crystals. Moreover, continuous large-area MoS2 film with large-grain size (~450 µm) can also be fabricated using thicker precursor. By controlling the kinetic factors of this reaction, the layer number can be controlled and large bilayer MoS2 (~200 µm) can be achieved. In this study, the quality and uniformity of MoS2 grown using this method are evaluated through electron microscopy, optical spectroscopy, and electrical measurements. For electrical measurements, both mono- and bilayer MoS2 field-effect transistors (FETs) show high mobility (33 and 49 cm2V−1 s−1), large on/off ratio (5 × 108), and high current density (up to 230 and 390 µA µm−1). The large-grain, continuous film exhibits high performance across a 1.5 ×1.5 cm area, making the SCVLS method promising for practical applications.
Result
Material synthesis and growth mechanism
Figures 1a and S1 show that a smooth MoO3 layer was grown on c-plane sapphire through plasma-enhanced atomic layer deposition (PEALD). SiO2 and NaF layers were stacked on top of the MoO3 layer through sputtering and thermal evaporation, respectively. The SiO2 layer acted as a diffusion membrane to control the amount of MoO3 vapor that broke the SiO2 layer (Fig. 1b and Supplementary Fig. 2), diffused upward and reacted with the NaF layer at a temperature higher than 500 °C to form liquid-phase Na2Mo2O7 and gas-phase MoO2F2 (Fig. 1b and Supplementary Fig. 3). Simultaneously, the consumption of NaF generated holes and pathways in the NaF layer, which allowed Na2Mo2O7 and MoO2F2 to gradually rise to the top surface of the NaF through the pressure gradient and capillary phenomenon (Fig. 1c). Meanwhile, sulfur vapor was introduced into the system and rapidly dissolved in the eutectic liquid (Na2Mo2O7) that rose to the surface. As discussed in the first VLS paper, the products of this VLS reaction were MoS2(s) and sulfur oxides (SO2(g) and SO3(g))30. Moreover, the molten liquid surface provided a temporarily atomic-flat and defection-free surface with a low nucleation density23,32. The oversaturated MoS2 precipitated as seed layers on the liquid surface (Fig. 1e). The as-formed MoS2 seed layers blocked the route for sulfur to dissolve into the liquid and redirected the underlying liquid to move horizontally. The unsaturated liquid then emerged to the surface at the MoS2 edge, and this was where the SCVLS reaction primarily occurred. Therefore, MoS2 laterally grew into large crystals (Fig. 1f, g). Millimeter-sized MoS2 single crystals were obtained using this SCVLS method. The large triangular MoS2 flakes are single crystals in nature, as validated by diffraction analysis at multiple spots in a large flake (Supplementary Fig. 4). The zoom-in image of a MoS2 edge exhibits many bilayer fringes (Fig. 1h), which were a result of the precipitation of the residual liquid at the edges of the MoS2 flakes during the rapid cooling process. These fringes validate the existence of the liquid phase during growth and the aforementioned mechanism. In contrast to the conventional CVD method, wherein the nonuniform gas flow in the furnace often gives resultant film of poorer uniformity33, extending the SCVLS method to a wafer scale is facile because the precursor rises uniformly from the bottom surface of the growth substrate. Supplementary Fig. 5 shows a full-coverage MoS2 film grown on a sapphire of 3 × 3 cm2 (size was only limited by the CVD tube size). This process can also be extended to grow MoSe2 by replacing sulfur with selenium, result of which is shown in Supplementary Fig. 6.

a Structure of the solid precursor used for the SCVLS method. b At growth temperature, MoO3 vaporized and penetrated through the SiO2 diffusion membrane. MoO3 and NaF reacted to form liquid-phase Na2Mo2O7 (colored in red) at the growth temperature. c Through reactive digging and the capillary effect, the liquid precursor gradually rose to the NaF matrix surface. d Sulfur vapor was introduced into the system and started to dissolve into the Na2Mo2O7 liquid. e Liquid precursor sulfurized into the MoS2 seed layer. f Capped by the MoS2, the emerging liquid was redirected horizontally and converted into MoS2 when it contacted and dissolved sulfur vapor at the edge of the MoS2 flakes. g A 1-mm MoS2 flake grown through the SCVLS method. Scale bar is 200 µm. h Magnified image of the MoS2 grain edge. The fringes at the edge indicate the presence of the liquid precursor during the growth process. Scale bar is 20 µm.
Characterization of as-grown material
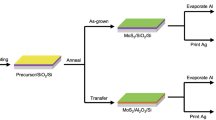
Compared with the conventional CVD technique, the final products of this SCVLS method were more complex (Fig. 2a), which comprised two parts: the top MoS2 layer and the complex solid products generated by the quenched liquid within the NaF matrix. During the sulfurization process, sulfur vapor was primarily dissolved into the liquid through the exposed liquid–gas interface, and thus, the oversaturated liquid could continuously precipitate MoS2 at the edge of the MoS2 seeds. However, the reactions were not limited to the top surface. With a lower sulfur concentration, some incomplete sulfurization reactions and precipitations were observed within the NaF matrix (Supplementary Fig. 7). Upon cooling, the unsaturated liquid solidified and resided below the MoS2 flakes or was buried in the NaF matrix (Fig. 2a). X-ray photoelectron spectroscopy (XPS) was used to analyze the final products. Figure 2b, c shows Mo-3d and S-2p spectra obtained from regions covered by large MoS2 flakes and regions with the exposed NaF matrix, respectively. For a region covered with MoS2, the Mo-3d peak of ~230–228 eV could be deconvoluted into sharp Mo4+ and broad Mox+. The Mo4+ signal was obtained from the top MoS2, and the Mox+ signal was obtained from the precipitates and solidified liquid phase in the NaF matrix, as shown using an XPS depth profile (Supplementary Fig. 7). With a lower sulfur concentration in the matrix, the possible products for the precipitate and quenched liquid were amorphous MoS2, MoO2, and MoSxOy, comprising the Mox+ signal. In addition, a small peak at ~235 eV indicates Mo6+, which is the peak from Na2Mo2O7, indicating the presence of residual unreacted precursor below MoS2; this supports the as-proposed horizontal transport of the liquid. For a region without MoS2, only a small amount of sulfur diffused into the NaF matrix and reacted with the liquid below the surface. Figure 2b, c shows a considerably weaker Mox+ and sulfur signal, which indicates that no liquid rose to the top surface. The resultant products were further characterized using Raman spectroscopy (Fig. 2d). The region covered with MoS2 exhibited sharp E2g and A1g peaks with a spacing of 19.5 cm−1, thus validating the high quality and monolayer characteristics for the as-grown MoS2. The region that was not covered by MoS2 exhibited no significant Raman signal, which validated the absence of any crystalline product in the NaF matrix. The as-grown monolayer MoS2 could be readily transferred to various substrates using the conventional polymethyl-methacrylate (PMMA) method. Atomic force microscopy images and photoluminescence spectrum in Supplementary Fig. 8 and 9 also confirm the monolayer property. The insets of Fig. 2b, c show the XPS results of the as-transferred MoS2 on silica. Compared with the as-grown sample, the transferred MoS2 exhibited sharp and clean Mo4+ signals at 229.3 and 232.4 eV. The Mo–S ratio, which was calculated by integrating the area of the Mo and S signals, was 1:2, as expected for high-quality MoS2.

a Schematic of the sampling areas of XPS. XPS data of b Mo-3d and c S-2p on sites that were covered (black) and not covered (red) with MoS2. The broad peak of Mo-3d at sites that were not covered with MoS2 indicates the complex chemical environment of Mo below the surface. Insets in b and c are the Mo-3d and S-2p of the MoS2 film transferred onto a SiO2 substrate. d Raman spectra taken form positions with (black) and without (red) MoS2 coverage.
Controlling the coverage and thickness of MoS2
With a suitable sulfur source, the growth rate of SCVLS process was controlled by horizontal transport rate of the liquid. Rapid horizontal mass transport of the liquid was crucial for growing large monolayer MoS2. The driving force stemmed from the diffusion and capillary phenomena of the high-pressure liquid and gas produced by the eutectic reaction (Fig. 3a). Because MoS2 layers covered the top surface and confined the liquid flow, the vertical driving force was redirected horizontally, and both vertical and horizontal liquid transport was promoted with increasing amount of liquid source. The rapid SCVLS reaction could thus be performed under this condition, and the rapid growth rate abruptly increased the grain size of MoS2. However, when the driving force was weak, the low growth rate would result in more nucleation seeds on NaF, thus reducing the average size of the MoS2 crystals. In some regions, the weak driving force was not sufficient to push the liquid to the surface. The sulfur vapor would slowly diffuse into the NaF matrix, react with the liquid, and eventually solidify. Therefore, no MoS2 was grown on the surface under this condition, and this phenomenon reduced the coverage of MoS2. Here, the vertical driving force was controlled using different amounts of MoO3 sources. Figure 3b–d shows the optical images of the as-grown MoS2 with different thicknesses of MoO3 precursor layers. The grain size and coverage of MoS2 abruptly increased with the increasing thickness of MoO3 precursor (Fig. 3f). In order to estimate the grain size of the full-coverage film (Fig. 3d), the growth time was reduced from 10 (Fig. 3d) to 1 min (Fig. 3e), to monitor the grain size before grains merged into continuous film. The average grain size of the full-coverage film was ~450 µm, which is the largest recorded average grain size for completely covered MoS2 film. Although there are some thick islands on the film (Fig. 3d and Supplementary Fig. 10), this large-grain continuous film can still demonstrate outstanding electrical performance shown in the later section. The trend of the coverage and average grain size versus the precursor thickness in SCVLS (Fig. 3f) is very different from that for the common gas-phase reaction CVD. For gas-phase CVD, the average grain size of the continuous film is reduced by a factor of 10–100 compared with the largest isolated crystals because the larger amount of the precursor for growing continuous film abruptly led to the increased nucleation density and thus reduced grain size (Fig. 3g)25,34. However, for SCVLS method, the average grain sizes of the continuous film (450 µm) and largest isolated crystals (500 µm) are similar because of the self-capping effect and the fast transport of liquid. Furthermore, coverage of ~82% was reached within 1 min of fabrication (Fig. 3e), which demonstrates the rapid growth rate (370 µm/min, see Supplementary Fig. 11). This may be a result from the fast transport of liquid assisted by the fluoride surface, which has been shown to enhance growth rate of 2D materials35. The driving force and nucleation density could be further controlled by tuning the thickness of SiO2 membranes, growth temperature, and the thickness of NaF (Supplementary Figs. 12–14).

a Schematic of the vertical driving force and horizontal liquid transport. Optical microscopy images of MoS2 grown using b 2-nm c 5-nm, and d 7-nm MoO3 as a solid precursor. The growth time was 10 min. e 1-min growth using the same precursor sample as in d. The scale bars in b, d, and e are 200 µm and the one in c is 300 µm. f Average grain size and coverage of the MoS2 flakes as a function of MoO3 precursor thickness. g Comparison of SCVLS, VLS, and gas-phase CVD. SCVLS reaction enables a relatively large-grain size when a full-coverage film was achieved.
In addition to large-grain continuous film, layer-controlled growth of bilayer and multilayer are also attractive because of the better electrical performance of few-layer MoS236,37,38,39. SCVLS can also control the layer number of MoS2 with its special growth mechanism we proposed. In the growth condition of previous paragraphs, sulfur vapor was introduced before or during the liquid’s rise to the surface. The small liquid droplets rapidly dissolved sulfur and formed monolayer MoS2 capping seeds, which promoted the horizontal mass transport and formed large monolayer MoS2 grains. It is noteworthy to mention that the SCVLS reaction can be dynamically controlled by changing the timing of sulfurization (Fig. 4a). When sulfur vapor was introduced later, the emerged liquid would form into a large droplet (Supplementary Fig. 15). During sulfurization, the as-formed small MoS2 seeds were buried in the oversaturated liquid. Under this condition, fresh MoS2 could be formed at the edge of the original seeds, and a second layer could be grown on the MoS2 seeds (Fig. 4b). Large bilayer MoS2 crystals could be fabricated by delaying the sulfurization timing for 2 min. Trilayer MoS2 was occasionally observed when sulfurization is delayed. Figure 4c–e are the optical images of the transferred mono-, bi-, and trilayer MoS2 on SiO2/Si substrates, respectively. The clear optical contrast shows the characteristics of the mono-, bi-, and trilayers of each MoS2. AFM images in Supplementary Fig. 16 also confirm the thickness of these samples. Figure 4d, e shows that the second and third layers are well-aligned with the bottom MoS2 layer, thus indicating the epitaxial growth of an excess MoS2 layer. The diffraction patterns manifest a 2H-type stacking order of the SCVLS reaction (Supplementary Fig. 17)30. Raman spectra in Fig. 4f further validate the layer number and strong interaction between the mono-, bi-, and trilayer MoS2 grown using the SCVLS method. The peak separations of E2g and A1g are 18.0, 21.5, and 23.2 cm−1, which are similar to the values previously reported for exfoliated MoS240. The strong interaction between each layer changes the dielectric environment, thus softening the in-plane E2g mode (red-shift). Moreover, the strong interaction between interlayer S increases the restoring force, thus stiffening the out-of-plane A1g mode (blue shift)40. The photoluminescence spectra in Fig. 4g exhibit clear quenched signals for bilayer and trilayer MoS2 because of the direct–indirect band gap transition for monolayer and bilayer MoS24,6. By employing dynamic control of sulfurization, a large bilayer single crystal (200 µm) is successfully synthesized, the grain size of which is comparable to the large bilayer crystals in the previous studies37,38. Moreover, the ability to change the layer number of MoS2 by controlling the size of the droplet validated the SCVLS mechanism proposed in Fig. 1.

a Schematic of the timing of introducing sulfur vapor affecting the final growth product. b When sulfur vapor was introduced early, the Na2Mo2O7 precursor rapidly formed the MoS2 seed layer when exposed on the surface (left). When sulfur vapor was introduced later, the MoS2 seed layer was formed at the solid–liquid interface, thus leaving a droplet of the liquid precursor on top of the interface. This droplet was later sulfurized into the second layer of MoS2 (right). Optical images of the transferred c monolayer, d bilayer, and e trilayer MoS2. Scale bars are 50 µm. f Raman and g photoluminescence spectra of the monolayer, bilayer, and trilayer MoS2.
High-performance FET device
The electrical properties of the large monolayer MoS2 crystal grown by the SCVLS method was examined by measuring the transport properties of MoS2 FETs. Figure 5a shows an FET with a back-gate structure and 90-nm-thick SiO2. Both mono- and bilayer MoS2 FETs were fabricated as shown in Fig. 5b and Supplementary Fig. 18. Figure 5c displays the gate-dependent conductance of the MoS2 FETs. Both devices have a very small hysteresis, indicating low defect and impurity induced trap density in the SCVLS growth and the device fabrication processes. The field-effect mobility was calculated using \(\mu _{FE} = \frac{{L_{CH}}}{W}\frac{1}{{C_G}}\frac{{dG}}{{dV_{GS}}}\), where CG, LCH, W, VGS, and G stand for the back-gate capacitance, channel length, channel width, back-gate voltage, and sheet conductance of the channel, respectively. Because of its higher carrier density and stronger charge screening effect, bilayer MoS2 has a smaller threshold voltage (Vth) and higher mobility. The mobilities of the mono- and bilayer MoS2 FETs are 33 and 49 cm2 V−1 S−1, respectively. These values are comparable to the exfoliated MoS241 and the best reported values of CVD MoS2 on SiO238,42,43, showing the high quality of MoS2 grown through the SCVLS method. The temperature-dependent transport also confirms the quality of SCVLS MoS2 as shown in Fig. 5d. For the monolayer device, a clear metal–insulator transition (MIT) was observed, which is generally detected when using a high-k dielectric layer to reduce Columbic scattering in the MoS2 channel2. For back-gate devices without a high-k dielectric layer, a clear MIT occurs only when using high-quality MoS2 with a low concentration of sulfur vacancies. In general, according to the Ioffe-Regel criterion44, MIT occurs when the critical channel conductance is approximately one quantum conductivity (e2/h)2,44. If the crossover point is in a lower carrier concentration region, this directly reflects the high-mobility property of MoS245,46. The carrier concentration of the transition point is calculated using
where VT and VMIT are the threshold voltage and voltage at which the MIT occurs, respectively47,48. The nMIT of the SCVLS MoS2 in this study is 4.3 × 1012 cm−2, which is even lower than the previously reported intrinsic exfoliated MoS2 with low S-vacancy concentration47. This indicated the high quality and low sulfur vacancy concentration of the MoS2 fabricated using the SCVLS method. Figure 5e is the output characteristics of a short channel (1.48 μm, see Supplementary Fig. 19) monolayer FET at various back-gate voltages. The linear behavior in the low source-drain voltage (VDS) region shows a good Ohmic property of contacts. Figure 5f presents the semi-logarithmic of the gate-controlled current density. The device on/off ratio can reach 5 × 108, with a subthreshold swing of 980 mV dec−1. The maximum current density in the monolayer MoS2 is 230 µA µm−1 (390 μA μm−1 for bilayer), potentially comparable to the optimal reported in consideration of the difference in contact geometry38,42. Table 1 lists the recently reported monolayer MoS2 back-gate FETs. MoS2 grown by the SCVLS method exhibits the largest grain size and remarkable electrical performance compared with other CVD techniques. The good uniformity of the large monolayer crystal is confirmed by measuring 18 FETs in a 1-mm crystal (Supplementary Fig. 20). In addition, with the capability of growing large-grain and continuous film, we fabricated hundreds of devices across a 1.5 × 1.5-cm area, as shown in Fig. 6a, b. Figure 6c is the gate-dependent conductance of a hundred devices in the whole area. Ninety percent of devices have pure monolayer channel and show high mobilities (34 ± 7 cm2 V−1 s−1) with small variation of Vth (4.9 ± 2.3 V). Devices have larger variation in mobility and Vth if their channels are bilayer, few-layer, mono-few-layer junction, or monolayer with a small few-layer flake on top. However, the mobilities are still high for all of the devices because of the large-grain monolayer underneath (Supplementary Fig. 21). This demonstrates the advantage of using the SCVLS method for practical applications.

a Schematic image of a back-gate monolayer MoS2 transistor. b Optical image of a monolayer and bilayer FETs. Both scale bars are 5 µm. c Gate-dependent conductance of devices shown in b. d Temperature-dependent transport property of the monolayer MoS2 FET shown in b. A clear MIT is observed at VGS of 30 V. e VDS-dependent source-drain current density of the monolayer device at different gate voltages. The channel length is 1.48 μm. f Log plot of the gate-dependent current density of the short channel mono- and bilayer devices under an 8-V source-drain bias. The on/off ratio is 5 × 108.

a Photo-image of the as-fabricated FETs across a 1.5 × 1.5-cm region. b Optical image of FET devices. The scale bar is 150 μm. The fine feature is shown in Supplementary Fig. 18. c Gate-dependent conductance of the devices across the large area.
Discussion
In summary, a new concept of growing high-quality single-crystal 2D materials from the liquid precursor was proposed using the SCVLS method. The rapid horizontal mass transport promotes the lateral growth of 2D materials and allows the growth of MoS2 flakes as large as 1.1 mm. The self-capping effect drastically reduces the nucleation density even under large amount of precursor and results in a wafer scale, 100% coverage MoS2 films with an average grain size of up to 450 µm. It overcomes the bottleneck of the conventional gas-phase CVD reaction, which is the trade-off between coverage and grain size. The quality and uniformity of the as-grown MoS2 were carefully evaluated through the electrical properties of MoS2 FETs across a large area. High-mobility MoS2 devices are demonstrated across a 1.5 × 1.5-cm area. Moreover, this method is capable of fabricating large bilayer MoS2 crystals by controlling the timing of sulfurization. More sophisticated sulfurization precursor such as H2S is expected to improve the layer number control or the uniformity of continuous films. Fabricating crystals by using the liquid–solid reaction, such as in doping and alloying, is one expected niche of this SCVLS method, which provides a new approach for synthesizing industrial-grade 2D materials for practical applications in 2D electronics.
Methods
Preparation of solid precursor
3 × 3-cm c-plane (0001) sapphire substrate was cleaned first by deionized water then sonicated in acetone and isopropyl alcohol for 20 and 5 min, respectively. MoO3 film with well-controlled thickness was grown on top of sapphire substrates with a homemade PEALD system using Mo(CO)6 as precursor and oxygen plasma as the oxidation reactant. For each deposition cycle, a Mo(CO)6 precursor pulse is provided into the chamber, then the excess precursor is purged away by argon, and finally oxygen plasma (up to 200 W) is used to oxidize the precursor and form uniform MoO3 film. Thermal evaporation can be used to replace the PEALD process for depositing MoO3 but will result in worse MoS2 morphology (Supplementary Fig. 22). SiO2 film was deposited on top of MoO3 layer by sputtering a 3-inch SiO2 target with Ar plasma at a power density of 0.6 W/cm2 in a radio-frequency magnetron sputtering system. NaF thin film was deposited onto the sample by heating NaF powder (Acros, 97%) loaded in a Mo boat in a high vacuum evaporator chamber (<5 × 10−5 torr). For sputtering and thermal evaporation film, film thickness was monitored by a quartz crystal microbalance and the deposition rate was maintained at 0.1 Ås−1. Samples were attached to a spinning sample holder to obtain high uniformity.
Growth of MoS2
High temperature growth was carried out in a 2-inch quartz tube and the temperature profile of the growth was controlled by a three-zone furnace. Sulfur powder (Aldrich, 99.98%), which was placed in an alumina crucible, and precursor sample held by a 3 × 3-cm2 quartz plate were placed at the center of first and third hearing zone, respectively, as depicted in Supplementary Fig. 1c. A 5 sccm H2 and 50 sccm Ar mixed gas flow was used as carrier gas and the pressure within the quartz tube was controlled to be 30 torr. The temperature at the sample ramped up at a rate of 40 °C min−1 to 800 °C and was held for 10 min. Sulfur vapor was introduced by ramping up the temperature at the first zone at a rate of 15 °C min−1 and was held at the desired temperature during growth. After growth, the furnace was turned off and was fast-cooled using an industrial fan. The temperature ramping profile is shown in Supplementary Fig. 1d. For monolayer MoS2 growth, A and B setpoints are reached at the same time. For bilayer MoS2 growth, the B setpoint is reached 2 min later than the A setpoint.
Device fabrication and characterization
p-type heavily doped silicon wafers with 90-nm thermal oxide layers were used for back-gate FET devices. MoS2 films/isolated crystals were transferred to wafers through a conventional PMMA method. Optical lithography and oxygen plasma were used to define the MoS2 strips. Then, the second lithography process defined the source-drain patterns. A 50-nm gold layer was thermally evaporated under high vacuum as the source-drain and back-gate electrodes. Before measuring electrical properties, FETs were annealed at 120 °C under a 10−3 torr vacuum for 10 h in a probe station (Lakeshore). Gate and source-drain voltage were applied by Kethley 6487 picometers. Raman and photoluminescence spectra were measured by a confocal system equipped with a 476-nm laser. XPS spectra were obtained using PHI VersaProbe system. Transmission electron analysis (Supplementary Figs. 4, 17, and 23) was performed in JEOL AEM 2010F and JEOL AEM 2100F, which was equipped with a probe-type corrector for the spherical aberration of the objective lens. Both systems were operated at 200 kV for the analysis.
Data availability
The data that support the findings of this study are available from the corresponding author on reasonable request.
References
Radisavljevic, B., Radenovic, A., Brivio, J., Giacometti, V. & Kis, A. Single-layer MoS2 transistors. Nat. Nanotechnol. 6, 147–150 (2011).
Radisavljevic, B. & Kis, A. Mobility engineering and a metal–insulator transition in monolayer MoS2. Nat. Mater. 12, 815–820 (2013).
Fang, H. et al. High-performance single layered WSe2 p-FETs with chemically doped contacts. Nano Lett. 12, 3788–3792 (2012).
Mak, K. F., Lee, C., Hone, J., Shan, J. & Heinz, T. F. Atomically thin MoS2: a new direct-gap semiconductor. Phys. Rev. Lett. 105, 136805 (2010).
Gutiérrez, H. R. et al. Extraordinary room-temperature photoluminescence in triangular WS2 monolayers. Nano Lett. 13, 3447–3454 (2012).
Splendiani, A. et al. Emerging photoluminescence in monolayer MoS2. Nano Lett. 10, 1271–1275 (2010).
Mak, K. F. & Shan, J. Photonics and optoelectronics of 2D semiconductor transition metal dichalcogenides. Nat. Photonics 10, 216–226 (2016).
Xia, F., Wang, H., Xiao, D., Dubey, M. & Ramasubramaniam, A. Two-dimensional material nanophotonics. Nat. Photonics 8, 899–907 (2014).
Cao, W., Kang, J., Sarkar, D., Liu, W. & Banerjee, K. 2D semiconductor FETs—projections and design for sub-10 nm VLSI. IEEE Trans. Electron Devices 62, 3459–3469 (2015).
Xu, K. et al. Sub-10 nm nanopattern architecture for 2D material field-effect transistors. Nano Lett. 17, 1065–1070 (2017).
Liu, H., Neal, A. T. & Ye, P. D. Channel length scaling of MoS2 MOSFETs. ACS Nano 6, 8563–8569 (2012).
Tongay, S. et al. Thermally driven crossover from indirect toward direct bandgap in 2D semiconductors: MoSe2 versus MoS2. Nano Lett. 12, 5576–5580 (2012).
Sahin, H. et al. Anomalous Raman spectra and thickness-dependent electronic properties of WSe2. Phys. Rev. B 87, 165409 (2013).
Li, H., Shi, Y., Chiu, M.-H. & Li, L.-J. Emerging energy applications of two-dimensional layered transition metal dichalcogenides. Nano Energy 18, 293–305 (2015).
Choi, W. et al. Recent development of two-dimensional transition metal dichalcogenides and their applications. Mater. Today 20, 116–130 (2017).
Zhang, Y. J., Oka, T., Suzuki, R., Ye, J. T. & Iwasa, Y. Electrically switchable chiral light-emitting transistor. Science 344, 725–728 (2014).
Mak, K. F., Xiao, D. & Shan, J. Light–valley interactions in 2D semiconductors. Nat. Photonics 12, 451 (2018).
Lee, Y. et al. Synthesis of large‐area MoS2 atomic layers with chemical vapor deposition. Adv. Mater. 24, 2320–2325 (2012).
Wang, X. et al. Chemical vapor deposition growth of crystalline monolayer MoSe2. ACS Nano 8, 5125–5131 (2014).
Cong, C. et al. Synthesis and optical properties of large‐area single‐crystalline 2D semiconductor WS2 monolayer from chemical vapor deposition. Adv. Opt. Mater. 2, 131–136 (2014).
Huang, J.-K. et al. Large-area synthesis of highly crystalline WSe2 monolayers and device applications. ACS Nano 8, 923–930 (2013).
Lin, Z. et al. Controllable growth of large–size crystalline MoS2 and resist-free transfer assisted with a Cu thin film. Sci. Rep. 5, 18596 (2015).
Chen, J. et al. Chemical vapor deposition of large-size monolayer MoSe2 crystals on molten glass. J. Am. Chem. Soc. 139, 1073–1076 (2017).
Lim, Y.-F. et al. Modification of vapor phase concentrations in MoS2 growth using a NiO foam barrier. ACS Nano 12, 1339–1349 (2018).
Lee, J. et al. Thermodynamically stable synthesis of large‐scale and highly crystalline transition metal dichalcogenide monolayers and their unipolar n–n heterojunction devices. Adv. Mater. 29, 1702206 (2017).
Czochralski, J. Ein neues verfahren zur messung der kristallisationsgeschwindigkeit der metalle. Z. für. Phys. Chem. 92, 219–221 (1918).
Zulehner, W. Czochralski growth of silicon. J. Cryst. Growth 65, 189–213 (1983).
Zulehner, W. Historical overview of silicon crystal pulling development. Mater. Sci. Eng. B 73, 7–15 (2000).
Zhou, J. et al. A library of atomically thin metal chalcogenides. Nature 556, 355–359 (2018).
Li, S. et al. Vapour–liquid–solid growth of monolayer MoS2 nanoribbons. Nat. Mater. 17, 535–542 (2018).
Li, S. et al. Wafer-scale and deterministic patterned growth of monolayer MoS2 via vapor–liquid–solid method. Nanoscale 11, 16122–16129 (2019).
Zhang, Z. et al. High-performance transistors based on monolayer CVD MoS2 grown on molten glass. Appl. Phys. Lett. 113, 202103 (2018).
Wang, S. et al. Shape evolution of monolayer MoS2 crystals grown by chemical vapor deposition. Chem. Mater. 26, 6371–6379 (2014).
Yu, H. et al. Wafer-Scale Growth and Transfer of Highly-Oriented Monolayer MoS2 Continuous Films. ACS Nano 11, 12001–12007 (2017).
Liu, C. et al. Kinetic modulation of graphene growth by fluorine through spatially confined decomposition of metal fluorides. Nat. Chem. 11, 730–736 (2019).
Zheng, J. et al. High‐mobility multilayered MoS2 flakes with low contact resistance grown by chemical vapor deposition. Adv. Mater. 29, 1604540 (2017).
Zhang, X. et al. Transition metal dichalcogenides bilayer single crystals by reverse-flow chemical vapor epitaxy. Nat. Commun. 10, 598 (2019).
Gao, Q. et al. Scalable high performance radio frequency electronics based on large domain bilayer MoS2. Nat. Commun. 9, 4778 (2018).
He, T. et al. Synthesis of large-area uniform MoS2 films by substrate-moving atmospheric pressure chemical vapor deposition: from monolayer to multilayer. 2D Mater. 6, 25030 (2019).
Li, H. et al. From bulk to monolayer MoS2: evolution of Raman scattering. Adv. Funct. Mater. 22, 1385–1390 (2012).
Liu, W., Sarkar, D., Kang, J., Cao, W. & Banerjee, K. Impact of contact on the operation and performance of back-gated monolayer MoS2 field-effect-transistors. ACS Nano 9, 7904–7912 (2015).
Smithe, K. K. H., English, C. D., Suryavanshi, S. V. & Pop, E. High-field transport and velocity saturation in synthetic monolayer MoS2. Nano Lett. 18, 4516–4522 (2018).
Smithe, K. K. H., Suryavanshi, S. V., Muñoz Rojo, M., Tedjarati, A. D. & Pop, E. Low variability in synthetic monolayer MoS2 devices. ACS Nano 11, 8456–8463 (2017).
Gurvitch, M. Ioffe-Regel criterion and resistivity of metals. Phys. Rev. B 24, 7404–7407 (1981).
Chuang, H.-J. et al. Low-resistance 2D/2D ohmic contacts: a universal approach to high-performance WSe2, MoS2, and MoSe2 transistors. Nano Lett. 16, 1896–1902 (2016).
Ho, P.-H. et al. High-mobility InSe transistors: the role of surface oxides. ACS Nano 11, 7362–7370 (2017).
Yu, Z. et al. Towards intrinsic charge transport in monolayer molybdenum disulfide by defect and interface engineering. Nat. Commun. 5, 5290 (2014).
Chuang, H.-J. et al. High mobility WSe2 p-and n-type field-effect transistors contacted by highly doped graphene for low-resistance contacts. Nano Lett. 14, 3594–3601 (2014).
Dumcenco, D. et al. Large-area epitaxial monolayer MoS2. ACS Nano 9, 4611–4620 (2015).
Chen, J. et al. Chemical vapor deposition of high‐quality large‐sized MoS2 crystals on silicon dioxide substrates. Adv. Sci. 3, 1500033 (2016).
Song, J.-G. et al. Catalytic chemical vapor deposition of large-area uniform two-dimensional molybdenum disulfide using sodium chloride. Nanotechnology 28, 465103 (2017).
Yang, P. et al. Batch production of 6-inch uniform monolayer molybdenum disulfide catalyzed by sodium in glass. Nat. Commun. 9, 1–10 (2018).
Acknowledgements
We thank the Ministry of Science and Technology (MOST) Taiwan Grants MOST 107-2119-M-007-011-MY2 and MOST 106-2628-M-007-003-MY3, as well as the Academic Summit Project 107-2745-M-002-001-ASP. Financial supports by the i-MATE program in Academia Sinica, and the Center of Atomic Initiative for New Materials (AI-Mat), National Taiwan University (107L9008), from the Featured Areas Research Center Program within the framework of the Higher Education Sprout Project by the Ministry of Education (MOE) in Taiwan, are also acknowledged. The authors thank the TEM technical research services of NTU consortia of Key Technologies.
Author information
Authors and Affiliations
Contributions
M.-C.C., P.-H.H., M.-F.T., and F.-Y.L. contributed equally to this work. P.-H.H., M.-C.C., and M.-F.T. designed the method. M.-C.C., M.-F.T., F.-Y.L., H.W., P.-P.H., C.-H.C., Y.-C.Y., and H.-Y.D. helped with the CVD process and optical spectroscopy. P.-H.H. fabricated the FET devices and took the electrical measurement. C.-H.H. and J.-J.S. helped with the XPS measurement. I.-K.L., I.-T.W., and C.-Y.W. helped the TEM measurement. P.-H.H. and M.-C.C. wrote the article and discussed with C.-W.C., L.-C.C., K.-H.C., and P.-W.C.
Corresponding authors
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Peer review information Nature Communications thanks Shisheng Li, Ynqing Wang, and Peng Yu for their contribution to the peer review of this work. Peer review reports are available.
Publisher’s note Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary information
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this license, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Chang, MC., Ho, PH., Tseng, MF. et al. Fast growth of large-grain and continuous MoS2 films through a self-capping vapor-liquid-solid method. Nat Commun 11, 3682 (2020). https://doi.org/10.1038/s41467-020-17517-6
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41467-020-17517-6
This article is cited by
-
Low Ohmic contact resistance and high on/off ratio in transition metal dichalcogenides field-effect transistors via residue-free transfer
Nature Nanotechnology (2024)
-
Emerging MoS2 Wafer-Scale Technique for Integrated Circuits
Nano-Micro Letters (2023)
-
Recent developments in CVD growth and applications of 2D transition metal dichalcogenides
Frontiers of Physics (2023)
-
Record-high saturation current in end-bond contacted monolayer MoS2 transistors
Nano Research (2022)
Comments
By submitting a comment you agree to abide by our Terms and Community Guidelines. If you find something abusive or that does not comply with our terms or guidelines please flag it as inappropriate.
