
Abstract
We developed new polyester resin particles for use in toner that are prepared by an advanced dissolution suspension method. The new resin particles have excellent characteristics, such as a narrow particle size distribution, a uniform and non-spherical particle shape and high melt elasticity at high temperature with low-temperature meltability. The narrow particle size distribution, which has a coefficient of variation (CV) under 20%, is obtained by using nanoscale styrene-acrylic particles during the particle formation of the dissolution suspension process. The styrene-acrylic particles are prepared by emulsion polymerization and act as a particle size control agent in the formation of the polyester particles by adsorption on the surface of the polyester solution droplets through the hetero-coagulation effect. The particle shape is controlled from spherical to non-spherical forms, such as spindle or dimple shapes, during the solvent removal process. Moreover, a melting property suitable for toner application is achieved by the elongation reaction of the polyester prepolymer proceeding simultaneously during the particle formation process. This review introduces the outlines of the technical features and the key processes.
Similar content being viewed by others

Introduction
The design of resin particles to enable base resins to provide various functionalities while making good use of particulate characteristics has attracted much attention. One field in which such design is advancing to the practical stage is in toner for electrophotography. Toner is composed of resin particles 5–10 μm in diameter in which a pigment and other additives are dispersed. It is normally used in copiers, printers and multi-functional peripherals, and in recent years, its application has expanded to a digital printing press field known as production printers. In the growing market related to toner, various types of toner have been continuously developed while considering both material selection and production method to meet demands for higher quality images, higher printing speeds and energy savings.
A binder resin is one of the main components of toner and both disperses pigments or other additives and fixes the toner on paper. The choice of polymer as the toner binder is important for higher printing speed and low energy use. Styrene-acrylic resin was once used as the primary binder resin, but recently polyester resin, superior in low-temperature fixability, has become a primary material.1 Moreover, in terms of production method, over the past decades, conventional toner has been prepared by a pulverizing method, which consists of processes such as melt kneading, pulverizing and classifying. The pulverized toner prepared by this method generally has larger particle sizes, a wider particle size distribution and irregular particle shapes. Especially given the demands for high-quality images, it is difficult to improve upon these characteristics effectively or economically with conventional methods. Recently, to address these problems, various types of chemically prepared toners have been proposed and developed. One of the typical chemically prepared toners is suspension-polymerized toner, which was developed in the 1990s.2 This method has the advantage of being able to control for smaller polymer particles with a uniform spherical shape. However, it has no flexibility for design and material selection because it applies only to resins obtained through a free radical process and hence cannot be applied to polyester resin, which is superior in low-temperature fixability. To meet recent needs, a new chemical preparation method applicable to polyester resin is desirable. The dissolution suspension method3 is known as a particle formation method applicable to polyester resin, wherein a polyester resin is dissolved in an organic solvent and then dispersed in an aqueous phase. This method is a useful technology applicable to every polymer dissolvable in an organic solvent.
In this work, we developed polyester resin particles useful for toner, with highly controlled particle size, particle size distribution, shape, melt viscoelasticity and surface properties, by applying the following three new technologies to the conventional dissolution suspension method.
-
1
The narrow particle size distribution is controlled using nanoscale styrene-acrylic particles as particle size control agents in the particle formation phase of the dissolution suspension process. Moreover, because the styrene-acrylic particles have a higher glass transition temperature than the binder resin, they can impart the stability of their heat resistance to the base resin particles.4
-
2
The molecular weight distribution of the polyester as the toner binder is controlled by the elongation reaction of the polyester prepolymer (isocyanate-terminated prepolymer) proceeding simultaneously during the particle formation process.5
-
3
The particle shape is controlled from spherical to non-spherical forms, such as spindle-shaped or dimple-shaped, during the solvent removal process.6, 7
Particle size control by a hetero-coagulation method using a styrene-acrylic particle
In the dissolution suspension method, the toner components, such as the binder resin and pigment, are dissolved or dispersed in an organic solvent, oil droplets are formed in an aqueous phase containing any dispersants through dispersion by mechanical shear, and then the dry particles are obtained by removing the organic solvent and then drying. However, this general method using only a surfactant or dispersant has the disadvantage that the particles obtained have a broad particle size distribution because of the difficulty in controlling the aggregation of the particles. To solve this problem, nanoscale styrene-acrylic particles obtained by emulsion polymerization have been applied to the aqueous phase together with other dispersants.4 The polyester particles prepared using these styrene-acrylic particles have a sharp particle size distribution with a CV under 20%. The particle size distribution of the polyester particles obtained with the styrene-acrylic particles is shown in Figure 1 and is compared with that obtained when not using the styrene-acrylic particles. The styrene-acrylic particles used were ~50 nm in diameter. The CV of the particle size distribution was 18% when the styrene-acrylic particles were used but was 41% without the styrene-acrylic particles. Figure 2 shows the diagram of the particle formation process of the oil droplets as a dispersion phase in the aqueous phase. The oil droplets normally repeatedly coalesced and broke up under mechanical shear during the dispersion process. When the styrene-acrylic particles were used as a particle size control agent, they prevented the coalescence of the oil droplets by adsorbing on the droplet surfaces. The oil droplets were thereby controlled to a certain particle size. The mechanism of the adsorption of the styrene-acrylic particles on the oil droplets is presumed to be based on the hetero-coagulation effect.8

(a) Particle size distribution of the polyester particles prepared with the styrene-acrylic particle as a particle size control agent and surfactant in aqueous phase. (Dv=5.0 μm, Dv/Dn=1.10, CV=18%). (b) Particle size distribution of the polyester particles prepared with only surfactant in aqueous phase. (Dv=5.5 μm, Dv/Dn=1.32, CV=41%). A full color version of this figure is available at Polymer Journal online.

Schematic diagram of oil-droplets size control. A full color version of this figure is available at Polymer Journal online.
The dispersed particle size of the oil droplets can be controlled by the size and quantity of the styrene-acrylic particles. Figure 3 shows the relationship between the particle size distribution (Dv/Dn) of the prepared polyester particles and the particle size of the styrene-acrylic particles. From this figure, it can be seen that the larger particle size of the styrene-acrylic particles leads to larger Dv/Dn of the polyester particles. Figures 4 and 5 show the relationship between the quantity of the styrene-acrylic particles and the Dv/Dn of the prepared polyester particles. The styrene-acrylic particles are oriented on the oil–water interface to minimize the surface area of the oil, and the desired polyester particle can, therefore, be obtained by varying the quantity of the styrene-acrylic particles used. In addition, the polyester particles prepared with the styrene-acrylic particles formed with a core-shell structure. Their heat-resistant storage stability can be controlled by the heat characteristics of the styrene-acrylic particle as the shell. To impart this heat storage stability, the glass transition temperature of the styrene-acrylic particle as the shell layer is made higher than that of the binder resin in the core. This property prevents toner particles from blocking in the developing apparatus of the machine. Figure 6 shows the heat-resistant storage stability of the toner, which was improved when the styrene-acrylic particles were used with the polyester toner. Moreover, when the styrene-acrylic particles were used, the transition temperature of the binder resin was able to be controlled and made lower than usual to improve the low-temperature fixability of the toner. Furthermore, although surfactants are commonly used in the dissolution suspension method, they should be removed during the washing process to retain the chargeability of the toner. We developed a novel pH-responsive surfactant that is easily removed by washing; its solubility in water is controlled by its pH (Figure 7).

Relation between the particle size of styrene-acrylic particle and the particle size distribution of polyester particles prepared with the polymer particle. A full color version of this figure is available at Polymer Journal online.

Particle size distribution of polyester particles with change of charging ratio of styrene-acrylic particle.

Relation between the amount of styrene-acrylic particle added to the polyester resin and the volume average particle size (Dv50) or the particle size distribution (Dv/Dn) of polyester particles. A full color version of this figure is available at Polymer Journal online.

Effectiveness of the polyester particles prepared with styrene-acrylic particles on heat-resistance storage stability. A full color version of this figure is available at Polymer Journal online.

Interfacial tension of pH-responsive surfactant. A full color version of this figure is available at Polymer Journal online.
Molecular weight distribution control by application of the elongation reaction of the polyester prepolymer
In the dissolution suspension method, the resin must be soluble in a solvent such that the viscosity of the solution is sufficiently low to be dispersed in an aqueous phase by mechanical shear. Therefore, the introduction of a high molecular weight resin or cross-linked structure to a binder resin can be difficult. To solve this problem, the polyester elongation reaction was applied to this process.9 In this process, a low viscosity polyester prepolymer (isocyanate-terminated polyester) containing multiple terminal functional groups is used as a precursor of the elongated high molecular weight polyester. The polyester prepolymer and its chain extension agent (diamine) are combined in the dispersion phase just before the dispersion process, and the chain elongation reaction then progresses while the oil droplets are dispersed in the aqueous phase (Figure 8).5 Figure 9 shows the gel permeation chromatography chart of the polyester resin obtained through this process. Compared with the molecular weight distribution of only low molecular weight polyester (dotted line), the distribution for this polyester resin spreads more to the higher molecular weight side. Furthermore, because non-reactive low molecular weight polyesters are used with the above-mentioned prepolymer, this polyester resin has a two-peak molecular weight distribution. It melts at a low temperature but has a high melt elasticity modulus at high temperature, which is suitable for toner.10 Figure 10 shows the relationship between temperature and the storage elastic modulus (G′) of the polyester resin. The introduction of a cross-linked structure endows the low molecular weight polyester with viscoelastic behavior appropriate for the toner.

Elongation reaction of isocyanate-terminated polyester with diamine.

Gel permeation chromatography chart of the polymer of new polyester resin particle developed. The newly developed polyester resin particles contain a higher molecular weight component from the chain-extended prepolymer and its molecular weight distribution is broad compared with the one of the only low molecular weight polyester (dotted line). A full color version of this figure is available at Polymer Journal online.

Comparison of temperature dependence of the storage elastic modulus between newly developed polyester particle and low molecular weight polyester. The introduction of the higher molecular weight component enables the viscoelastic behavior suitable for toner property with low-temperature meltability and high modulus at high temperature. A full color version of this figure is available at Polymer Journal online.
Particle shape control to produce non-spherical shapes
The particle shape influences the adhesion force between the particles and the powder flowability. In the case of toner, a spherical shape has better flowability and is superior for improving transfer efficiency and development efficiency,11 but spheres are not appropriate for the general blade cleaning system in the machine.12 Generally, the resin particles obtained in the dissolution suspension method are spherical because of interfacial tension at the oil–water interface. To address this issue, we developed two processes for shape control as follows.
-
1)
Deforming the oil droplets to spindle or discotic shape by a shear force.6
-
2)
Forming an uneven surface by utilizing the difference in volume contraction and surface shrinkage during the solvent removal.7
Figure 11 shows a conceptual diagram of process(1), and the process is as follows. (1) The polymer solution is dispersed in the aqueous phase. (2) The solvent is removed until proper viscosity of the oil droplets is achieved. (3) The aqueous phase is thickened by the addition of thickeners (water-soluble polymer). (4) A shearing force is applied to the oil droplets, which are deformed to the spindle or discotic shape. (5). The solvent is removed while the shearing force is maintained. (6) The thickener is decomposed with an enzyme. (7) The products are washed and undergo a solid–liquid separation.

Conceptual diagram for particle deformation by shear force. Particle deformation into spindle shape by imparting shear force to oil-droplet. Maintenance of easy washability by decomposing thickening agent (water-soluble polymer) with enzyme. A full color version of this figure is available at Polymer Journal online.
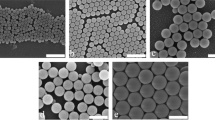
In this process, the irregular shapes such as the spindles or disks shown in Figure 12 are obtained. Figure 13 shows the conceptual diagram of process (2). The filler with controlled surface affinity to water is added in the oil phase before the dispersion process. In the dispersion process, the filler is oriented at the oil–water interface, and the surface of the oil droplet becomes more viscous than the interior. When the volume of the oil droplet contracts during the solvent removal process, the surface does not follow its contraction. Therefore, the surface becomes uneven (dimpled). Figure 14 shows the particle shapes (scanning electron microscope: SEM photograph) according to the amount of the filler. The shape is spherical without the addition of filler. When increasing the amount of the filler, the unevenness becomes remarkable. Figure 15 shows a conceptual view of the distribution state and the surface affinity of the filler to water. The surface affinity to water must be properly adjusted to orient the oil–water interface. When the hydrophilicity is too high, the filler is transferred into the aqueous phase. When the hydrophobicity is too high, the filler remains in the interior of the oil droplets. In this process, silicon-containing inorganic particles are used as a filler. Figure 16 shows the scanning transmission electron microscope image of the Si mapped on the cross-section of a polyester particle. From this figure, it can be seen that the fillers are locally distributed on the particle surface. Figure 17 shows the relationship between the charge amount of the particle and the amount of filler loaded. In this case, the negative charge amount increases by increasing the amount of filler. The addition of fillers is useful not only for shape control but also for control of the charging quantity. We developed two processes and succeeded in achieving both development efficiency and transfer efficiency in addition to cleanability.

SEM photograph of polyester particles deformed by shear force control. A full color version of this figure is available at Polymer Journal online.

Conceptual diagram for particle deformation by utilizing the difference between volume and surface contraction. A full color version of this figure is available at Polymer Journal online.

SEM photograph of shape of the polyester particles controlled with filler charging amounts.

Particle shape depending on surface affinity of the filler to water. A full color version of this figure is available at Polymer Journal online.

Scanning transmission electron microscope image of the Si mapped in the cross-section of particle.

Relation between surface Si content and charging amount of toner. A full color version of this figure is available at Polymer Journal online.
Industrialization of this technology
We established these techniques and verified their industrialization at a pilot scale (batch scale 1t, Kyoto factory), and then, in 2003, we constructed facilities (batch scale 3t, Kashima factory) and began commercial production. Figure 18 shows the outline of the manufacturing flow.

Manufacturing process flow of the polyester resin particle for toner.
Technical contribution to the toner field
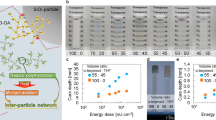
In the electrophotographic industry, toner manufacturers have been continuously pursuing technological innovations to allow for high image quality, energy savings and high-speed printing. The main factor governing high-quality images is uniform and smaller toner particle sizes. Figure 19 shows the transition of particle sizes for commercialized toner.13 The toner made by applying this technique, 10 years after commercialization, has achieved the world’s smallest toner diameter through the techniques of both particle size control and shape control to non-spherical to impart cleanability. Additionally, the low-temperature fixing toner contributes to energy savings and high-speed printing. The newly developed polyester particle toner, compared with conventional styrene-acrylic resin toner, has achieved low-temperature fixing of ~20 °C (Figure 20) by using the techniques of both molecular weight distribution control and core/shell structure control.

Historical transition of toner particle size.

Fixable temperature range of toner. A full color version of this figure is available at Polymer Journal online.
Conclusion
Novel polyester resin particles useful for toner have been developed by an advanced process using the dissolution suspension method. The polyester particles have a small and narrow particle size distribution, which is controlled with styrene-acrylic particles as a particle size control agent in the particle formation phase of the dissolution suspension process. Additionally, the shape of the polyester particles is uniform and is controlled from spherical to non-spherical, such as spindle-shaped or dimple-shaped, during the solvent removal process. Moreover, a melting property suitable for toner application has been achieved by the elongation reaction of the polyester prepolymer proceeding simultaneously in the particle formation process. This polyester resin particle technology has advantages for the toner field, such as high quality, energy savings and high-speed printing, and toners applying this technology are currently being used in many copiers and printers. The highly controlled polyester particles have been successfully developed by combining multiple innovative technologies. In addition to contributing to higher toner performance, because this technology is applicable to a wide range of resins, we believe that our technology will expand in its range of applications in the future.
References
Maruta, M. History of developer. J. Imaging Soc. Japan 47, 4 (2008).
Kishimoto, T. Development and commercialization of polymerization toner. Polymers 53, 10 (2004).
Sugizaki, Y. Technology development of spherical polyester toner by suspension of polymer/pigment solution and solvent removal method. J. Imaging Soc. Japan 43, 1 (2004).
US Patent 7, 005, 480
US Patent 6, 326, 115
US Patent 7, 163, 999
US Patent 7, 405, 000
Harding, R. D. Heterocoagulation in mixed dispersions-effect of particle size, size ratio, relative concentration, and surface potential of colloidal components. J. Colloid Interface Sci. 40, 164 (1972).
Omori, H. Development and application of spherical urethane beads. Finish Paint 627, 1 (2002).
US Patent 6, 416, 917
Ikeda, T. Basic technology of color developer. The 57th the Imaging Society of Japan training session (2004).
Takagi, M. Basic and latest technology of electrophotographic developer. The 59th the Imaging Society of Japan training session (2005).
Oshiba, T. Approach for high quality image by developer. J. Imaging Soc. Japan 54, 70 (2015).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Competing interests
The authors declare no conflict of interest.
Rights and permissions
About this article

Cite this article
Kinsyo, T., Nakanishi, H., Hirai, K. et al. Development of polyester resin particles for toner with a controlled particle size distribution and shape. Polym J 49, 593–600 (2017). https://doi.org/10.1038/pj.2017.25
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1038/pj.2017.25
