
Abstract
The novel concept and significance of a nano-alloyed polymer, which includes nano-dispersed domains, is proposed, and a biaxially stretched nano-alloyed film is developed. The developed film has a higher glass transition temperature and improved dimensional stability compared with regular poly(ethylene terephthalate) (PET) films. Nano-sized polyimide domains are dispersed with our original melting extrusion process, which produces highly concentrated polyimide master batches at much lower temperatures than the regular processing temperature of the polyimide. The biaxially stretched film has been industrialized for use as a substrate for data storage tapes and can additionally be applied to materials in the fields of electronic devices, automobile, environmental and energy devices.
Similar content being viewed by others


Introduction
Development of a biaxially stretched nano-alloyed film
Biaxially stretched polyester films, which are represented by poly(ethylene terephthalate) (PET) films, are currently the most widely used polymeric substrate materials in the fields of display technologies, electronic devices, storage media, electronic insulators, automobile, molding, package, printing and architecture. This widespread use is a result of the films possessing high strength, durability, transparency, flexibility and good surface properties. Information and telecommunications equipment have recently required more compactness and portability as well as excellent film properties, such as higher heat resistance and dimensional stability, especially in the field of electronics, environment and energy. It has been difficult for conventional biaxially stretched PET films to meet the future demand, and outstanding films with cost effectiveness are required.
We have created a biaxially stretched nano-alloyed PET film that has a higher glass transition temperature, which is an intrinsic property of polymers, compared with regular biaxially stretched PET films.1 The technical points from our development are the following. First, the novel concept and significance of nano-alloyed polymers have been proposed. Secondly, nanostructure control technology has been developed for the nano-sized dispersion of polyimide, which is a different organic polymeric material than polyester. Finally, the processing conditions for the biaxially stretched nano-alloyed films have been established. In this paper, we describe the design of a nano-alloyed polymer and biaxially stretched films.
Novel concept of nano-alloyed polymer
First, we explain the novel concept of nano-alloyed polymers. In Table 1, the dispersed structure is shown as a classified schematic diagram. The presence of a nano-alloyed morphology and a structure with nano-sized dispersed domains smaller than 100 nm in the matrix polymer were found, and the novel concept and significance of the nano-alloyed polymer was proposed. According to the conventional perspective, nano-alloys are different from miscible and immiscible alloys. The combination of polyester and polyolefin is provided as an example of an immiscible alloy, which has a heterogeneous, micron-sized dispersion structure and high interfacial tension between the polyester and polyolefin. As a result, uneven drawing processing and void formation result. In a sense, the void formation technique is also used for reflective films under controlled processing. PET and the copolymer are compatible and form a homogenous miscible alloy, and the film has low crystallinity and poor dimensional stability. Compared with miscible and immiscible alloys, the nano-alloyed film has less inhabitation of crystallization, good drawing process ability and a smooth surface. The considerable increase of the interface between the domain and matrix is expected to lead to the formation of a matrix polymer with excellent properties.
Experimental procedure
PET was manufactured by Toray Industries (Tokyo, Japan), and the thermoplastic polyimide, polyeterimide (PEI) ‘Ultem 1010,’ was manufactured by SABIC Innovative Plastics (Mount Vernon, IN, USA). A master batch of highly concentrated polyimide was prepared using a twin screw compound extruder in PET/PEI (50/50 weight %). To prepare the biaxially stretched film, a sequential biaxial stretching process was performed, where the film was drawn along the longitudinal direction followed by drawing along the transverse direction of the film. The concentration of PEI could be controlled using the dilution method with regular PET resin, and the melted polymer was extruded at temperatures between 280 and 300 °C; the undrawn sheet was obtained after cooling to ambient temperature on the casting drum. The stretching in the longitudinal direction was conducted with many rolls at 90–110 °C, and the stretching in the transverse direction was conducted in an oven at 100–120 °C. The additional drawing was made in the longitudinal and/or transverse direction at 120–200 °C, and then heat-setting treatment was performed at 190–220 °C.
Results and Discussion
Design and processing of the nano-alloyed polymer
We focused on the alloy formed between PET and polyimide to increase the glass transition temperature, which is an intrinsic property of PET based on the compatibility analysis by computational chemistry. It is important that PET and polyimide can be compounded in a melt-processing temperature. The relationship between the compatibility parameter, which is calculated from the difference in the solubility parameter and the glass transition temperature between polyimide and PET, is shown in Figure 1. The solubility parameter is determined from the coherent energy and volume, which comprises the coherent energy density and is a type indicator that shows the compatibility between two different materials.2 A low compatibility parameter suggests that it is easy to blend and compound materials. As seen in Figure 1, imide compounds are compatible with PET because the compatibility parameter of the compound is nearly three. We predicted that the thermoplastic polyimide, which has a glass transition temperature between 200 and 300 °C, would be compatible with PET because the compatibility parameter is low in the melting temperature region when considering the process of melting extrusion with PET.

Prediction of compatibility. A full color version of this figure is available at Polymer Journal online.
In a previous paper,3, 4, 5 the alloyed polymer containing PET and a polyimide (PEI) has been researched by examining the solution blend and batch melting compounds. However, these preparation methods are likely to give rise to the presence of micron-sized domains and heterogeneous dispersion, thereby making the polymer alloys unavailable for industrial applications. Rather, obtaining homogeneous dispersed domains continuously through the melting process would be preferable. The objective of this study is to establish a procedure for the preparation of polymer compounds and to establish a biaxial stretching process.
It should be noted that the original methodology that was used for the melting process to produce nano-alloyed compounds, while ideal for producing compounds industrially, was created based on research on the morphology of the alloyed polymers and the formation of nano-sized structures during shear phase melting. Bright-field transmission electron microscopy (TEM) images, following image processing, are shown in Figure 2; from these images, 5-nm-scaled domains are seen and appear to be dispersed.

TEM image of the nano-alloyed polymer.
The usual temperature for the melting processing is 300 °C and between 350 and 400 °C for PET and polyimide, respectively. When polyimide was simply blended into PET at the melting temperature of PET, it was less compatible, and micron-sized domains of polyimide and heterogeneous phase separation were formed from the higher viscosity of the polyimide and the shorter melting duration of the melting process. According to Wu’s6 compound theory of compatible polymer alloys, it is well known that the size of the dispersed phase tends to be lower under a higher melting viscosity. The compound, which is composed of polyimide with a higher viscosity as the main constituent, would be useful for a lower dispersed domain based on Wu’s research.
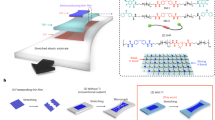
The developed nano-alloying technique for different materials is explained in Figure 3. In the first procedure shown, A, PET and polyimide, in the ratios of 60–40% through 30–70%, respectively, were added to a twin screw extruder for the melting of the compound under high temperature and high shear rate; highly concentrated polyimide master batch pellets were obtained from this procedure. If a small amount of polyimide was used, a hazed resin containing heterogeneous domains was obtained without homogeneous nano-sized dispersion. A polyimide compound in the amount of 40–70% would be useful for the improvement of homogeneous nano-sized dispersion. The highly concentrated polyimide master batch is likely to be composed of homogeneous mixtures after formation of a melting compound under high temperature and high shear rate.

Method of diluting the highly concentrated polyimide mater batch (The sea–island transformation method). A full color version of this figure is available at Polymer Journal online.
It is obvious that a spinodal-like dispersed morphology, which is composed of a highly concentrated polyimide phase and low-concentration polyimide phase, was formed after cooling the highly concentrated polyimide master batch that was prepared by melting the compound. In the next procedure, B, the obtained master batch was diluted with regular PET using the melting sheet extruder process, and polyimide, which was included in the highly concentrated polyimide phase and the low-concentration polyimide phase, was dispersed into PET as nano-sized domains. It should be noted that polyimide can be dispersed quickly and homogeneously into the PET polymer matrix as nano-sized domains, which have sizes that are typically approximately 5 nm, through the processing mentioned above even at a lower temperature than the melt molding temperature of polyimide.
Structural formation of the highly concentrated polyimide master batch
We inspected the microphase separation behavior of the highly concentrated polyimide master batch through the spinodal decomposition from the homogeneous state. Time-dependent light-scattering measurements were performed on the model sample that was maintained at 200 °C after cooling the melted, highly concentrated polyimide master batch (PET/polyimide=50/50). The results are presented in Figure 4. It is evident that a scattering peak appears that grows in intensity, which is initially at a fixed position and then shifts to a lower scattering angle. In fact, it seems that this behavior can be considered as an indication of spinodal decomposition and consequent concentration fluctuations in the homogeneous phase. The early stages of spinodal decomposition from a homogeneous phase were demonstrated using light scattering measurements.7

Time-dependent light scattering from the highly concentrated polyimide master batch. A full color version of this figure is available at Polymer Journal online.
Temperature-modulated differential scanning calorimetry measurements were performed to determine the precise glass transition temperature of the highly concentrated polyimide master batch (PET/polyimide=50/50). The measurement of the glass transition temperature in a multi-phase compound would be complicated in the view of distinguishing from crystallization. In a temperature-modulated differential scanning calorimetry measurement, a cyclic modulation of temperature modulation is applied at elevated temperatures using a constant scanning rate, and the response to the flow of heat is analyzed. The reversible flow of heat, which includes the glass transition temperature, and the irreversible flow of heat, which includes the crystallization process, are separated during analysis of the data. The results are shown in Figure 5, and two peaks associated with the glass transition temperature were detected at 110 and 161 °C. These peaks do not correspond with the glass transition temperatures of PET and polyimide, which occur at 78 and 215 °C, respectively. It appears that the two phases have different glass transition temperatures than PET and polyimide. Consequently, it is likely that microphase separation occurs from the PET-rich phase and the polyimide-rich phase. The pattern, which is caused by spinodal decomposition and has two structurally equivalent interpenetrating phases, was found in the highly concentrated polyimide master batch. The high-contrast phase (the black phase) seems to reflect the highly concentrated polyimide phase with a glass transition temperature of 161 °C, and the low contrast phase (the white phase) seems to reflect the low-concentration polyimide phase with a glass transition temperature of 110 °C. According to Couchman’s equation,8 the glass transition temperature of each phase can be estimated from the glass transition temperature, weight ratio and difference of specific heat of each polymer.

Temperature-modulated differential scanning calorimetry of the highly concentrated polyimide master batch.
Couchman’s equation is given by

where Tg1 and Tg2 represent the glass transition temperatures of polymer 1 and polymer 2, w1 and w2 represent the weight ratio of polymer 1 and polymer 2, and ΔCp1 and ΔCp2 represent the specific heat difference of polymer 1 and polymer 2, respectively.
The ratio of polyimide in the low-concentration polyimide phase was calculated to be approximately 34%, and the ratio of polyimide in the highly concentrated polyimide phase was calculated to be approximately 72%. The area ratio of the highly concentrated polyimide phase was estimated to be approximately 42% from the polymer ratio of each phase. This value is consistent with the area ratio of approximately 44% that was estimated from the TEM image in Figure 2.
Demonstration of the nano-sized polyimide domains
An experiment was performed to demonstrate the presence of nano-sized domains. The bright-field TEM image, following image processing, is shown in Figure 2, and from this image, the size of the dispersed domains appears to be approximately 5 nm. Factors other than nano-sized domains might be included via the image processing of slight differences in structure for the organic material applied for this study, but direct observation is more useful. High-angle annular dark field microscopy (HAADF) is a technique where the dispersed electrons in a high-angle field can be detected in a dark field with a doughnut-like detector. HAADF has been used to image inorganic materials containing elements of large atomic number because the possibility of the dispersion number tends to rise proportional to the square of the atomic number. Recently, HAADF has also been used to image organic materials.9, 10 In this study, HAADF images for the nano-alloyed material were collected by scanning TEM (STEM), where the image was produced from the narrow electron beam. Figure 6 shows the collected image for the biaxially stretched nano-alloyed film of PET/polyimide (90/10 weight %). In the dark field, high-contrast components, which were approximately 5 nm in size, were observed without processing the image, in spite of the unclear image. It is likely that the evidence of nano-sized dispersed domains were obtained from this direct observation.

TEM image in the bright and dark fields.
Our original compound-melting method developed in this study, which we refer to as sea–island transformation, is a remarkable technique in which different polymers can be dispersed to nano-order size. The domain structures could be controlled to less than 100 nm by controlling the polymer molecular weight, polymer component and the addition of the third component. Figure 7 shows the HAADF-STEM image of the nano-alloyed film with a lower molecular weight polyimide as an example of the dependence on molecular weight. The size of the domain was reduced to approximately 3 nm with lower molecular weight polyimides, from 20 000 to 10 000 g mol−1. Another example is the increase of polyimide component, and the PET/polyimide (70/30 weight %) indicates domains of approximately 35 nm. The estimation is consistent with the results from small-angle X-ray scattering experiments where the radius of the domains are approximately 17 nm, as estimated from the distance distribution function in Figure 8. In addition, a nano-sized void structure was obtained following solvent treatment, and Figure 9 shows some voids that are approximately 30 nm in size.

Molecular-dependent TEM images. A full color version of this figure is available at Polymer Journal online.

Component-dependent dispersed size and small-angle X-ray scattering.

Nano-sized void following solvent treatments. A full color version of this figure is available at Polymer Journal online.
Biaxially stretched nano-alloyed films
In this section, we explain the biaxially stretched film that was obtained from the nano-alloyed compound described above. The biaxial stretching process, which draws the film in the longitudinal and transverse directions, is preferable for improving the strength and dimensional stability of films. A sequential biaxial stretching process and a simultaneous biaxial stretching process are available. The simultaneous biaxial stretching results in characteristics, such as flatness, less surface defects and isotropic properties, and the sequential biaxial stretching is normally applied during the industrialization of PET films. A sequential biaxial stretching, where the film is stretched in the longitudinal direction followed by stretching in the transverse direction, leads to the orientation in amorphous region and stretch-induced crystallization.11 For tensilized films, additional drawing is performed after biaxial stretching, followed by heat-setting treatment for heat-induced crystallization, and then the fixed crystalline-amorphous superstructure and the highly oriented film can be obtained, as shown in Figure 10.

Schematic diagram of the biaxial stretching process. A full color version of this figure is available at Polymer Journal online.
Two features can be taken into account during the processing design for biaxially stretched nano-alloyed PET films. The first feature is the fact that the crystallization behavior is different from the regular PET film. The degree of crystallization in each process is shown in Figure 11. The degree is approximately equal to 5–10% during the stretching process in the longitudinal direction. The nano-alloyed PET film appears to have the highest degree of crystallization, between 10 and 15%, after the drawing process in the transverse direction, whereas the regular PET film is likely to have the degree of crystallization increased to 20–25%. Consequently, the nano-alloyed film would have a reduction in stretched-induced crystallization, and an increase of relaxed molecular orientation.

Crystallization behaviors during each process. A full color version of this figure is available at Polymer Journal online.
In the second feature, nano-sized domains that are composed of polyimide would have a role as pseudo-cross-linkage points for tying PET molecular chains. During the drawing process, the nano-alloyed film is likely to maintain a uniform stress and have memorized orientations, and the microscopic superstructure of the biaxially stretched film prior to an additional drawing would reflect the structure and properties of the final biaxaally stretched film. The crystal orientation, measured using wide-angle X-ray diffraction, is shown in Figure 12. For the film oriented in the longitudinal direction before the additional drawing, it is difficult to obtain balanced tensilized film in both the longitudinal and transverse directions, while it is also difficult to obtain tensilized films in the longitudinal direction for balanced films oriented in both the longitudinal and transverse directions before the additional drawing.

Wide-angle X-ray diffraction (WAXD) in film drawing. A full color version of this figure is available at Polymer Journal online.
In this investigation, the specific drawing behavior described above is used, and the appropriate orientation ratio of the first and second drawing is selected under control of drawing ratio, temperature and stretching rate. The amorphous orientation is highly increased during the re-stretching process, and the heat-induced crystallization is progressed rapidly during the heat-setting process, after which uniformly and highly oriented nano-alloyed film can be obtained. Figure 13 demonstrates the schematic diagram of the structure construction in the tensilized biaxial stretching process. The nano-alloyed film has a substantial increment of alloy interfaces and binding points, even with the small amount of polymer formed nano-alloyed domains, and it is useful to obtain the highly functionalized films with controlled superstructures.

Schematic diagram of the biaxially stretched nano-alloyed film. A full color version of this figure is available at Polymer Journal online.
The glass transition property of the biaxially stretched nano-alloyed film is shown in Figure 14. The glass transition temperature increases with the amount of polyimide, and the main dispersion peak of loss tangent (tanδ) with dynamic mechanical analysis is shifted to higher temperatures for the biaxially stretched nano-alloyed film, which suggests that PET molecular chains are restrained by the polyimide.

Glass transition temperatures of the nano-alloyed films.
The other properties of obtained films are shown in Table 2. The mechanical properties, Young’s modulus and electronic properties of the nano-alloyed film can be controlled in a manner equal to regular PET film, and heat shrinkage can be considerably reduced. It should be noted that the transverse dimensional stability under high temperature, high humidity and applied stress in the longitudinal direction of the nano-alloyed film can be improved compared with regular PET film, as shown in Figure 15.12, 13

Dimensional stability of the nano-alloyed film. A full color version of this figure is available at Polymer Journal online.
Social significance and market
The developed technique for the production of biaxially stretched nano-alloyed films can provide higher glass transition temperatures, new films with improved heat resistance, excellent dimensional stability at high temperatures and cost effectiveness compared with conventional PET films. For example, the dimensional stability, which is superior to conventional PET substrates, is the most important property for use in magnetic tapes for data storage with high capacity and contributes to the reduction of cost per storage capacity, or bit cost.
The biaxially stretched nano-alloyed PET/polyimide film proposed in this study has been industrialized and practically used as substrates for magnetic tapes used for data storage. The film has been the main product of the storage material business for Toray Industries. The production of the film is cost effective and is expected to be applied as an innovative material in information communication, automobile, environmental and energy field.
The biaxially stretched nano-alloyed film is produced using the original nano-alloyed technique. It is noteworthy that the mechanical, electronic and optical properties, as well as thermal properties, can be significantly improved. The research performance could be positioned as pioneering accomplishment in the polymer nanoscopic crystal-amorphous superstructure control technique. It seems to give a considerable impact and influence on novel alloyed materials. Plenty of nano-alloyed materials and films have been developed and industrialized after the creation of research performance in this study.14
Conclusions
The novel concept and significance of a nano-alloyed polymer, which includes nano-dispersed domains, is proposed, and a biaxially stretched nano-alloyed film is developed. The developed film has a higher glass transition temperature and improved dimensional stability compared with regular PET films. Nano-sized polyimide domains are dispersed with our original melting extrusion process by making a highly concentrated polyimide master batch at much lower temperatures than the regular processing temperature of the polyimide. Once the homogeneous mixture was formed, spinodal decomposition was observed, and then the highly concentrated polyimide master batch exhibited microphase separation. The biaxially stretched nano-alloyed film can be obtained with nano-sized dispersion through a diluted mixture and extraction process. The evidence of nano-sized dispersion was observed using high-angle annular dark field and scanning TEM (HAADF-STEM). The biaxially stretched film has been industrialized as a substrate for data storage tapes, and could additionally be applied for use in the field of electronic devices, automobile, environmental and energy devices and other industrial uses.
References
Tsunekawa, T., Higashioji, T., Hosokawa, H., Kubota, A. & Ishizuka, I. Development and industrialization of biaxially nano-alloyed film. Polym. Prepr. Japan 58, 28 (2009).
Krevelen, V. Properties of Polymers 3rd edn (Elsevier Science, Amsterdam, 1997).
Martinez, J. M., Eguiazabal, J. I. & Nazabal, J. Miscibility of poly(ether imide) and poly(ethylene terephthalate). J. Appl. Poly. Sci. 48, 935 (1993).
Chen, H. -L Miscibility and crystallization behaviour of poly(ethylene terephthalate)/poly(ether imide) blends. Macromolecules 28, 2845 (1995).
Chen, H. -L., Hwang, J. C., Yang, J. -M. & Wang, R. -C. Simultaneous liquid-liquid demixing and crystallization and its effect on the spherulite growth in poly(ethylene terephthalate)/ poly(ether imide) blends. Polymer 39, 6983 (1998).
Wu, S. Formation of dispersed phase in compatible polymer blends: interfacial and rheological effects. Polym. Eng. Sci. 27, 335 (1987).
Strobl, G. The Physics of Polymers 3rd edn (Springer, Berlin, 2007).
Couchman, P. R. The decomposition-dependent glass transition: relations between temperature, pressure, and composition. Polym. Eng. Sci. 24, 135 (1984).
Dohi, H. & Horiuchi, S. Heterogeneity of a vulcanized rubber by the formation of ZnS culusters. Polymer 48, 2526 (2007).
Loos, J., Sourty, E., Lu, K., de With, G. & Bavel, S. Imaging polymer systems with high-angle annular dark field scanning transmission electron microscopy (HAADF-STEM). Macromolecules 42, 2581 (2009).
Kanai, T. & Campbell, G. A. (eds) Film Processing, (Hanser Gardner Pubns, Munich, 1999).
Higashioji, T., Tsunekawa, T. & Bhushan, B. Mechanical property and dimensional stability of substrates for magnetic tapes. Tribol. Int. 36, 437 (2003).
Japan Patent No. 3506065, Japan Patent No. 3374817, US Patent No. 6420011, EU Patent No. 985701. US Patent No. 7001557.
Nikkei (Japan economy newspaper) 2004.7.3, Nikkei 2006.2.10, Nikkei 2006.12.15, Nikkei 2005.10.7.
Acknowledgements
This research was performed in Films & Film Products Research Laboratories and Shiga Plant, Toray Industries, Inc. As a result of this study, industrialization was carried out at Mishima Plant, Toray Industries, Inc. The authors received the Award of the Society of Polymer Science, Japan (2008) in recognition of the remarkable development in polymer technology. We greatly appreciated our superiors and colleagues, and we express our sincere appreciation to the researchers at Toray Research Center.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Tsunekawa, T., Higashioji, T., Hosokawa, H. et al. Development and industrialization of a biaxially stretched nano-alloyed film. Polym J 44, 1170–1178 (2012). https://doi.org/10.1038/pj.2012.96
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1038/pj.2012.96
