
Abstract
The need for more energy dense and scalable Li-ion battery electrodes has become increasingly pressing with the ushering in of more powerful portable electronics and electric vehicles (EVs) requiring substantially longer range capabilities. Herein, we report on the first synthesis of nano-silicon paper electrodes synthesized via magnesiothermic reduction of electrospun SiO2 nanofiber paper produced by an in situ acid catalyzed polymerization of tetraethyl orthosilicate (TEOS) in-flight. Free-standing carbon-coated Si nanofiber binderless electrodes produce a capacity of 802 mAh g−1 after 659 cycles with a Coulombic efficiency of 99.9%, which outperforms conventionally used slurry-prepared graphite anodes by over two times on an active material basis. Silicon nanofiber paper anodes offer a completely binder-free and Cu current collector-free approach to electrode fabrication with a silicon weight percent in excess of 80%. The absence of conductive powder additives, metallic current collectors and polymer binders in addition to the high weight percent silicon all contribute to significantly increasing capacity at the cell level.
Similar content being viewed by others


Introduction
Silicon is widely considered as the successor to graphite-based anodes for Li-ion batteries given its highest theoretical capacity among known materials of 3579 mAh g−1, which corresponds to an ambient temperature formation of Li15Si41. The large amount of attention garnered by Si as an anode material is also due to its high abundance as a rock-forming element, non-toxicity and environmental benignity2. Silicon's ability to alloy with large amounts of Li leads to volume expansion in excess of 300%, which can pulverize active material, deteriorate electrical connectivity and degrade the solid electrolyte interphase (SEI) layer3. These phenomena can drastically reduce the cycle life and capacity of Si-based anodes. Si can fracture upon lithiation when the characteristic dimension is as small as 150 nm4,5,6. Scaling of Si nanostructures below this critical dimension affords avoidance of active material fracture and pulverization. However, expansion and contraction of Si during cycling may lead to repeated fracturing and reformation of the SEI layer7. Numerous nanostructures such as porous Si nanowires, double walled Si nanotubes and porous Si nanoparticles (SiNPs) have all demonstrated effective preservation of the crucial SEI layer via control of the volume expansion of Si7,8,9.
Si also suffers from low electrical conductivity, thus it is used in conjunction with conductive matrices such as carbon nanotubes (CNTs), carbon nanofibers (CNFs), or conformal carbon coatings10,11. Electrospinning has been extensively used to produce carbonaceous nanofibrous matrices of wide ranges of composition for applications in energy storage. Traditionally, polymers dissolved in organic solvents along with dispersed active material, such as Si or Fe2O3, are electrospun to produce polymer fibers with embedded nanoparticles12,13. However, these organic polymer-based fibers can require lengthy thermal oxidative stabilization (TOS) and carbonization steps for applications in energy storage devices14. Additionally, the final weight percent of active material in the fibers can be much less than 50% which significantly reduces the total electrode capacity15. A majority of the weight of the fibers corresponds to the conductive carbon matrix, which stores much less Li than the embedded active materials16.
Li metal has garnered attention as a potential anode material for Li-S and Li-ion batteries based on its theoretical capacity of 3860 mAh g−1, high conductivity as a metal, low density (0.59 g cm−3), lowest negative electrochemical potential (−3.040 V vs. the standard hydrogen electrode) and lack of intercalation or diffusion of Li-ions as is required in Si-based and C-based anodes17,18. The two most significant barriers to commercialization of these Li-metal anodes is the phenomena of Li dendrite growth and relatively low Coulombic efficiency (CE) via repeated consumption of Li and electrolyte. The formation of Li dendrites poses serious safety hazards due to the potential of short circuits and high surface area with repeated cycling. Despite surface treatments and the use of various electrolytes, the challenges of preventing Li dendrite growth and increasing the relatively low CE to >99.9% still require significant work to overcome19,20,21,22.
In industrial settings, battery electrodes are produced via the decades-old slurry method in which metallic current collectors are coated with a slurry comprising an inactive polymer binder, carbon black and active material dispersed in an organic solvent (usually NMP). However, the necessity of these metal current collectors and inactive polymer binders adds significant cost and weight to the final battery assembly, especially in large battery banks used in EVs. In order for a leap in full cell capacity to occur, significant changes in the way electrodes are manufactured must take place in addition to the introduction of high capacity materials such as Si. Herein, we report on the first synthesis of a binderless free-standing Si nanofiber (SiNF) paper with a Si weight percent in excess of 80% for application as Li-ion battery anodes, which forgoes the need for inactive polymer binders or metallic current collectors.
Results
SiNF paper is synthesized via magnesiothermic reduction of electrospun SiO2 nanofiber (SiO2 NF) paper, which is produced by an in situ acid-catalyzed polymerization of TEOS in-flight. Two solutions comprising TEOS:EtOH 1:2 (mol:mol) and H2O:HCl 200:1 (mol:mol) are prepared separately under vigorous stirring. The H2O:HCl solution is then added drop-wise into the TEOS:EtOH solution under stirring to produce a sol with a 1:1 EtOH:H2O molar ratio. The sol is aged at 70°C for 2 hours, loaded into a polypropylene syringe and connected to an Inovenso Nanospinner Ne300 multinozzle electrospinner. The tip-to-collector distance was held constant at 12 cm and the applied voltage was 30 kV. The spinning process can be visualized in Fig. 1a. During electrospinning, the sol is drawn from the Taylor cone and the TEOS undergoes in situ polymerization in-flight to produce SiO2 NFs on the collector plate. The white SiO2 NF paper, as in Fig. 1b, is easily removed from the collector plate by hand and can be facilely handled and cut to desired geometries. Relatively lengthy spinning times (1–3h) resulted in NF paper several millimetres thick while shorter times (<1h) resulted in thin, highly flexible translucent sheets. Production of SiO2 NF paper reached several grams per hour depending on the number of nozzles used and flow rate, which demonstrates the excellent scalability of producing the precursor to the SiNF paper.

(a) Schematic representation of the electrospinning process and subsequent reduction process. Digital photographs of (b) as-spun SiO2 NF paper, (c) etched SiNF paper and (d) C-coated SiNF paper as used in the Li-ion half-cell configuration.
After electrospinning, the SiO2 NF paper sheets were dried at 200°C under vacuum for 1 hour to remove residual H2O and EtOH and to ensure the full polymerization of all NFs. Noticeable shrinkage was observed in the NF paper, suggesting a partially incomplete polymerization or residual amounts of H2O and EtOH within the NFs. However, the paper retains its original shape and ease of handling after drying and no cracking or warping was observed in the sheets.
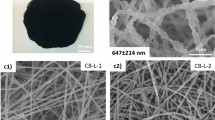
SEM imaging in Fig. 2a and 2b shows the morphology of as-spun SiO2 NFs. XRD data in Fig. 2e reveals the amorphous nature of the as-spun SiO2 NFs. There is no evidence of nanoparticle-like SiO2 structures, which are commonly produced via the Stöber method; instead, the SiO2 NFs are an amorphous, solid network of silica23. SiO2 NF paper is then cut into strips and loaded into steel-capped brass union Swagelok reactors with -50 mesh Mg powder in a SiO2:Mg weight ratio of 1:1. The reactors are sealed in an Ar-filled glovebox (0.05 ppm O2) and immediately transferred to an MTI GSL1600X quartz tube furnace. The furnace is purged with Ar and heated at 5°C/min to 700°C and held for 2 hours to ensure complete reaction of Mg and SiO2. A 2 hour reduction corresponds to a yield of 43.2%, which is very near the theoretical yield of Si from SiO2 (46.7%), as in Fig. 3a. Beyond this time only marginal gains in yield are achieved, thus it is not necessary to reduce for longer periods of time. Yield data was calculated by measuring the weight of the etched SiNF paper in comparison to the weight of the original SiO2 NF paper. XRD data in Fig. 2e reveals the existence of both MgO and Si, as expected, in the as-reduced SiNF paper. The reduced NF paper is submerged in 2 M HCl for 3 hours to remove the reaction products MgO and possibly Mg2Si. No evidence of SiH4 was observed, suggesting minimal or no Mg2Si was formed. Etched SiNF paper assumes a brownish-yellow color as in Fig. 1c. After rinsing the SiNF paper several times in EtOH and H2O, the sheets are dried under vacuum at 105°C overnight. SiNF paper after etching can be seen in the SEM images in Fig. 2c and 2d. In contrast to the solid SiO2 NFs, SiNFs have a noticeable porosity that exists throughout the diameter of the fiber, as evidenced in the fractured SiNF in Fig. 2d. This porosity is derived from the selective etching of MgO and possibly Mg2Si sites. XRD data in Fig. 2e reveals the existence of crystalline Si after etching of reaction products. Brunauer-Emmett-Teller (BET) surface area measurements in Fig. 3b confirm the existence of a large population of mesopores centered around ~10 nm and a relatively high surface area of 281 m2g−1. The pore distribution is in good agreement with the TEM images in Fig. 4.

SEM images of (a) SiO2 NFs after drying, (b) SiO2 NFs under high magnification (c) SiNFs after etching and (d) SiNFs under high magnification. (e) XRD analysis of NFs at select synthesis steps.

(a) Yield data for SiNF paper as a function of reduction time. (b) BET surface area measurements of SiNF paper with type IV N2 sorption isotherms and inset showing the distribution of pore diameters.

TEM images of (a) SiO2 NF after drying, (b) SiNF after etching, (c) SiNF after etching showing porosity. (d) HRTEM image of SiNF showing 3.14 Å lattice spacing of Si(111).
TEM imaging in Fig. 4 reveals the morphology of the fibers before and after Mg reduction. No porosity is observed in the SiO2 NFs, as in Fig. 4a, which reveals a uniform solid fiber. After reduction and etching the SiNFs assume a highly porous morphology as evidenced in Fig. 4b and 4c. This porous structure is present throughout the thickness of the fibers, which was previously observed in the SEM images in Fig. 2d and 2e. The HRTEM image in Fig. 4d reveals the presence of not only silicon nanoparticles (SiNPs) but also the existence of a native SiO2 shell on all SiNPs with a thickness of 1–2 nm. The SiO2 shell may not only serve to mitigate volume expansion effects experienced by the SiNPs during lithiation, but it is also a lithiatable shell with a theoretical reversible capacity of 1961 mAh g−1 24,25. The diameter of the interconnected SiNPs that comprise the SiNFs are 8–25 nm, which is well below the critical size for the fracture of Si during lithiation. The small size of the SiNPs also reduces the bulk diffusion length for Li into Si.
Due to silicon's low conductivity, we applied a ~4 nm carbon coating to all SiNF paper electrodes to enhance the surface conductivity of the electrodes. The carbon coating process was proven in our previous work and the effects of the thickness or crystallinity of the carbon coating on performance are beyond the immediate scope of this investigation26. The advantages and limitations of a carbon coating have been extensively studied in both anode and cathode settings27,28,29. SiNF paper was loaded into a quartz tube furnace in a quartz boat and heated to 950°C in 15 minutes under a flow of Ar:H2 at 700 torr. At 950°C, C2H2 was introduced for 15 minutes and then the system was cooled to room temperature under flow of Ar:H2. The C-coated electrodes assume a black color as in Fig. 1d. Weighing after C-coating reveals a carbon content of ~18.5% with the remainder corresponding to Si. C-coated SiNF paper electrodes were used as-is without the addition of acetylene black or a binder and were cut down to fit inside of 2032-type coin cells. Li metal was used as the counterelectrode with a 1:1 EC:DMC (v:v) electrolyte with a 3% vol. VC additive for improved cycle life and Celgard PP was used for the separators. Charge-discharge cycling was performed on an Arbin BT300 and cyclic voltammetry (CV) and electrochemical impedance spectroscopy (EIS) measurements were performed on a Biologic VMP3. All capacity values were calculated on the total electrode weight (carbon + silicon).
Discussion
Charge-discharge cycling in Fig. 5a reveals the excellent performance of the C-coated SiNF electrodes over 659 cycles, with minimal capacity fading after the first 20 cycles. Even after 659 cycles, the SiNF electrodes can deliver a reversible capacity of 802 mAh g−1 with a Coulombic efficiency of 99.9%. We attribute this excellent stability to the internal porosity of the SiNFs, which allows for internal volume expansion of the small SiNPs. This internal expansion of Si within the SiNFs effectively preserves the crucial SEI layer that coats the outside of the SiNFs. The existence of the native oxide shell and C-coating also contribute to mitigating volume expansion related effects through creation of a buffer layer. For comparison, cycling data for bare uncoated SiNFs is presented in Fig. 5a to emphasize the importance of the C-coating process. The capacity rapidly decays below the theoretical capacity of graphite within 100 cycles when no coating is present.

(a) Cycling data for C-coated SiNFs compared to uncoated SiNFs at C/10 (1C = 4 A g−1). (b) Cyclic voltammogram for select cycles for C-coated SiNFs using a scan rate of 0.05 mV s−1 (c) Charge-discharge curves for select cycles for C-coated SiNFs. (d) C-rate data for C-coated SiNFs at select rates. (e) PEIS curves for select cycles for C-coated SiNFs with inset showing equivalent circuit used for modelling. (f) Resistance data for select cycles for C-coated SiNFs, with inset graph displaying ESR values.
CV measurements in Fig. 5b demonstrate the activation process of the electrodes over the first 20 cycles. The 19th and 20th cycle curves largely coincide with each other, which signals the stabilization of the electrode. This activation process may be due to the gradual lithiation of the native SiO2 shell and SiNPs located in the interior regions of the NFs30. The peak associated with the formation of SEI occurs at 0.67 V and is non-existent in subsequent cycles. Peaks closely associated with the dealloying (0.51 V and 0.37 V) and alloying (0.18 V) of Si sharpen with increased cycling, confirming the existence of the activation process. After activation for 20 cycles to allow for capacity stabilization, C-rate testing was performed on C-coated SiNFs, as in Fig. 5d. Even up to the C/5 rate, C-coated SiNFs outperform the theoretical capacity of graphite.
The 1st cycle is performed at C/40 and the 2nd at C/20 in order to allow for activation of a majority of the active material while fostering the formation of a well-structured SEI. The capacity of our SiNF paper anode is slightly lower compared to other published silicon anodes on a pure active material basis due to the thick nature of the electrodes and large diameter of some NFs. However our SiNF paper electrodes have the remarkable benefit of having no metallic current collectors or polymer binders. When the copper foil weight is taken into account in the slurry-based electrodes, the capacity is significantly lower than reported. Additionally, all of our capacity values are reported on a total electrode weight basis, unlike much of the reported values in literature which exclude weight contributions of carbon additives, binders, or current collectors. In this sense, our SiNF electrodes outperform the slurry-based electrodes if the weight of the copper foil is taken into account. The SiNF paper has a loading of Si in excess of 80% by weight and is a completely binder-free approach. SiNF paper electrodes demonstrate excellent Coulombic efficiencies between 99–100% after the first three cycles. Charge-discharge curves in Fig. 5c are in good agreement with the CV curves and demonstrate the low discharge potential of the SiNF electrodes. EIS measurements in Fig. 5e also coincide with the activation process of the electrodes during initial cycling.
To prove the superiority of our free-standing C-coated SiNF anodes to that of other electrospun slurry-cast anodes in terms of gravimetric capacity, we provide the following example. Jeong et al. recently synthesized a core-shell structured SiNPs@TiO2-x/carbon composite Li-ion anode material via electrospinning31. However, the long-range 3D nanofiber network produced during electrospinning is destroyed via turning the fibers into a powder which is then cast in the traditional slurry cast method onto Cu foil. A 12 mm diameter Cu current collector disk with a thickness of 10 µm corresponds to a weight of 10.133 mg. Additionally, carbon black and an inactive polymer binder were added which constitute 10 wt.% each of the electrode. Their reported capacity of 939 mAh g−1 is solely based on the active material weight and excludes the weight contributions of the Cu foil, carbon black and polymer binder. With a reported maximum loading of 3 mg of active material, this corresponds to a capacity of 2.817 mAh. Taking into account the 10 wt.% contributions of the polymer binder and carbon black (0.375 mg each), plus the 10.133 mg Cu foil, the actual capacity of the entire anode is 202.7 mAh g−1. Comparing this value to that of our free-standing C-coated SiNF anodes (802 mAh g−1), it is clear that our anodes can provide nearly four times the gravimetric capacity based on consideration of the weight of all anode components.
Potentiostatic EIS was used to analyze interfacial and diffusion related kinetics in the SiNF electrodes in the delithiated state. The equivalent circuit used in this work, as in Fig. 5e, contains the following major components: i) equivalent series resistance (ESR), ii) contact impedance within the active material (RC and CPEC), iii) impedance due to the SEI layer formation (RSEI and CPESEI), iv) interfacial impedance at the surface of the NFs (RCT and CPEDL) and v) diffusion impedance (WO). Constant phase elements (CPEs) are used to describe non-ideal capacitances that arise due to non-uniformity in the size and shape of the NFs. EIS data for select initial cycles is plotted in Fig. 5e and 5f. All associated resistances tend to decrease initially and then stabilize, which coincides with the activation and stabilization of the electrode. Charge transfer resistance decreases the most drastically, with a 700% reduction from the 1st to the 11th cycle. The decrease of resistances such as ESR and RC is a result of the electrode activation process, where the conductivity between SiNPs is enhanced. The lithiation of the native oxide shell may also enhance the conductivity between the interconnected SiNPs with cycling. The extraordinarily low ESR of these electrodes relative to other published Si anodes is most likely due to the absence of a polymer binder and existence of very large void spaces between SiNFs, which permits relatively facile Li-ion travel. The very low charge transfer resistance can be attributed to the highly conductive C-coating.
The in situ polymerization of TEOS that occurs in-flight during the short travel distance of 12cm from tip to collector plate, proceeds in the following general fashion in Eq. 1:

In contrast to the conventional Stöber method, which may take as much as 24 hours to precipitate appreciable amounts of silica NPs, our in situ polymerization of TEOS in-flight is comparatively instantaneous32. This may be due to the relatively high surface area for solvent evaporation afforded by the formation of a nanoscale fiber immediately proceeding the Taylor cone. The absence of silica NPs in the as-spun SiO2 NFs also confirms this rapid polymerization of TEOS in-flight. Subsequent magnesiothermic reduction of the SiO2 NFs proceeds as in Eq. 2 and removal of MgO proceeds as in Eq. 3:


It is worth noting that MgCl2 can be recycled back into Mg via electrolysis, which is a common industrial route for producing Mg from brine33. The Mg reduction route operates at a much lower operating temperature (700°C) than carbothermal reduction, which requires electric arc furnaces operating at >2000°C. Carbothermal reduction is the predominant method used to produce metallurgical grade Si, but it is not a carbon neutral process in itself. Conversely, Mg reduction produces a solid, environmentally benign and recyclable MgO product at much lower operating temperatures.
In conclusion, we have successfully demonstrated the first synthesis of a scalable carbon-coated silicon nanofiber paper for next generation binderless free-standing electrodes for Li-ion batteries that will significantly increase total capacity at the cell level. The excellent electrochemical performance coupled with the high degree of scalability make this material an ideal candidate for next-generation anodes for electric vehicle applications. C-coated SiNF paper electrodes offer a highly feasible alternative to the traditional slurry-based approach to Li-ion battery electrodes through the elimination of carbon black, polymer binders and metallic current collectors.
Methods
SiO2 NF Synthesis
Two solutions comprising TEOS:EtOH 1:2 (mol:mol) and H2O:HCl 200:1 (mol:mol) are prepared separately under vigorous stirring. The H2O:HCl solution is then added drop-wise into the TEOS:EtOH solution under stirring to produce a sol with a 1:1 EtOH:H2O molar ratio. The sol is aged at 70°C for 2 hours, loaded into a polypropylene syringe and connected to an Inovenso Nanospinner Ne300 multinozzle electrospinner. The tip-to-collector distance was held constant at 12 cm and the applied voltage was 30 kV. The SiO2 NF paper sheets were removed from the collector, placed in a vacuum oven at 200°C and dried overnight under vacuum.
C-coated SiNF Synthesis
SiO2 NF paper is cut into strips and loaded into steel-capped brass union Swagelok reactors with -50 mesh Mg powder in a SiO2:Mg weight ratio of 1:1. The reactors are sealed in an Ar-filled glovebox (0.05 ppm O2) and immediately transferred to an MTI GSL1600X quartz tube furnace. The furnace is purged with Ar, heated at 5°C/min to 700°C, held for 2 hours and finally cooled under forced convection to room temperature. As-reduced paper strips are submerged in 2M HCl for 3 hours to remove MgO and then rinsed several times with DI H2O and EtOH. Etched SiNF paper strips are dried overnight under vacuum at 105°C. SiNF paper was loaded into an MTI GSL1600X furnace in a quartz boat and heated to 950°C in 15 minutes under a flow of 0.180 SLM Ar and 30.0 SCCM H2 at 700 torr. At 950°C, 30 SCCM C2H2 was introduced for 15 minutes and then the system was cooled to room temperature under flow of Ar:H2.
Battery Characterization
C-coated SiNF paper was cut to fit inside 2032-type coin cells. Celgard 3501 PP was used for separators. Li metal was used as the counterelectrode with a 1:1 EC:DMC (v:v) electrolyte with a 3% vol. VC additive for improved cycle life. Charge-discharge cycling was performed on an Arbin BT300 and cyclic voltammetry (CV) and potentiostatic electrochemical impedance spectroscopy (PEIS) measurements were performed on a Biologic VMP3. All capacity values were calculated on the total electrode weight (carbon + silicon). Capacity was determined using 1C = 4 Ag−1 and CV was performed using a scan rate of 0.05 mVs−1.
References
Iwamura, S., Nishihara, H. & Kyotani, T. Effect of Buffer Size around Nanosilicon Anode Particles for Lithium-ion Batteries. J. Phys. Chem. C 116, 6004–6011 (2012).
Li, B., Gao, X., Li, J. & Yuan, C. Life Cycle Environmental Impact of High-Capacity Lithium Ion Battery with Silicon Nanowires Anode for Electric Vehicles. Environ. Sci. Technol. 48, 3047–3055 (2014).
Cho, J. Porous Si anode materials for lithium rechargeable batteries. J. Mater. Chem. 20, 4009–4014 (2010).
Liu, X. H. et al. Size-Dependent Fracture of Silicon Nanoparticles During Lithiation. ACS Nano 6, 1522–1531 (2012).
Ryu, I., Choi, J. W., Cui, Y. & Nix, W. D. Size-dependent fracture of Si nanowire battery anodes. J. Mech. Phys. Solids 59, 1717–1730 (2011).
Lee, S. W., McDowell, M. T., Berla, L. A., Nix, W. D. & Cui, Y. Fracture of crystalline silicon nanopillars during electrochemical lithium insertion. PNAS 109, 4080–4085 (2012).
Wu, H. et al. Stable cycling of double-walled silicon nanotube battery anodes through solid-electrolyte interphase control. Nat. Nanotechnol. 7, 310–315 (2012).
Ge, M., Rong, J., Fang, X. & Zhou, C. Porous Doped Silicon Nanowires for Lithium Ion Battery Anode with Long Cycle Life. Nano Lett. 12, 2318–2323 (2012).
Ge, M. et al. Scalable preparation of porous silicon nanoparticles and their application for lithium-ion battery anodes. Nano Res. 6, 174–181 (2013).
Xue, L. et al. Carbon-coated Si Nanoparticles Dispersed in Carbon Nanotube Networks As Anode Material for Lithium-Ion Batteries. ACS Appl. Mater. Interfaces 5, 21–25 (2013).
Ji, L., Jung, K., Medford, A. J. & Zhang, X. Electrospun polyacrylonitrile fibers with dispersed Si nanoparticles and their electrochemical behaviors after carbonization. J. Mater. Chem. 19, 4992–4997 (2009).
Cherian, C. T. et al. Electrospun α-Fe2O3 nanorods as a stable, high capacity anode material for Li-ion batteries. J. Mater. Chem. 22, 12198–12204 (2012).
Zhou, X., Wan, L.-J. & Guo, Y.-G. Electrospun Silicon Nanoparticle/Porous Carbon Hybrid Nanofibers for Lithium-Ion Batteries. Small 9, 2684–2688 (2013).
Zhang, W.-X., Wang, Y.-Z. & Sun, C.-F. Characterization on oxidative stabilization of polyacrylonitrile nanofibers prepared by electrospinning. J. Polym. Res. 14, 467–474 (2007).
Lee, B.-S. et al. Novel multi-layered 1-D nanostructure exhibiting the theoretical capacity of silicon for a super-enhanced lithium-ion battery. Nanoscale 6, 5989–5998 (2014).
Wu, Y., Reddy, M. V., Chowdari, B. V. R. & Ramakrishna, S. Long-Term Cycling Studies on Electrospun Carbon Nanofibers as Anode Material for Lithium Ion Batteries. ACS Appl. Mater. Interfaces 5, 12175–12184 (2013).
Park, M. S. et al. A Highly Reversible Lithium Metal Anode. Sci. Rep. 4, 3815 (2014).
Xu, W. et al. Lithium metal anodes for rechargeable batteries. Energy Environ. Sci. 7, 513–537 (2014).
Zheng, G. et al. Interconnected hollow carbon nanospheres for stable lithium metal anodes. Nat. Nanotechnol. 9, 618–623 (2014).
Yan, K. et al. Ultrathin Two-Dimensional Atomic Crystals as Stable Interfacial Layer for Improvement of Lithium Metal Anode. Nano Lett. 14, 6016–6022 (2014).
Harry, K. J., Hallinan, D. T., Parkinson, D. Y., MacDowell, A. A. & Balsara, N. P. Detection of subsurface structures underneath dendrites formed on cycled lithium metal electrodes. Nat. Mater. 13, 69–73 (2014).
Wang, X., Hou, Y., Zhu, Y., Wu, Y. & Holze, R. An aqueous rechargeable lithium battery using coated Li metal as anode. Sci. Rep. 3, 1401 (2013).
Rossi, L. M., Shi, L., Quina, F. H. & Rosenzweig Z. Stober Synthesis of Monodispersed Luminescent Silica Nanoparticles for Bioanalytical Assays. Langmuir 21, 4277–4280 (2005).
Yan, N. et al. Hollow Porous SiO2 Nanocubes Towards High-performance Anodes for Lithium-ion Batteries. Sci. Rep. 3, 1568 (2013).
Favors, Z. J. et al. Stable Cycling of SiO2 Nanotubes as High-Performance Anodes for Lithium-Ion Batteries. Sci. Rep. 4, 4605 (2014).
Favors, Z. et al. Scalable Synthesis of Nano-Silicon from Beach Sand for Long Cycle Life Li-ion Batteries. Sci. Rep. 4, 5623 (2014).
Dimov, N., Kugino, S. & Yoshio, M. Carbon-coated silicon as anode material for lithium ion batteries: advantages and limitations. Electrochim. Acta 48, 1579–1587 (2003).
Aurbach, D. et al. Review on electrode–electrolyte solution interactions, related to cathode materials for Li-ion batteries. J. Power Sources 165, 491–499 (2007).
Fu, K. et al. Effect of CVD carbon coatings on Si@ CNF composite as anode for lithium-ion batteries. Nano Energy 2, 976–986 (2013).
Liu, N., Huo, K., McDowell, M. T., Zhao, J. & Cui, Y. Rice husks as a sustainable source of nanostructured silicon for high performance Li-ion battery anodes. Sci. Rep. 3, 1919 (2013).
Jeong, G. et al. Core–Shell Structured Silicon Nanoparticles@ TiO2–x/Carbon Mesoporous Microfiber Composite as a Safe and High-Performance Lithium-Ion Battery Anode. ACS Nano 8, 2977–2985 (2014).
Tadanaga, K., Morita, K., Mori, K. & Tatsumisago, M. Synthesis of monodispersed silica nanoparticles with high concentration by the Stober process. J. Sol-gel Sci. Technol. 68, 341-345 (2013).
Kipouros, G. J. & Sadoway, D. R. The chemistry and electrochemistry of magnesium production. Adv. Molt. Salt Chem. 6, 127–209 (1987).
Author information
Authors and Affiliations
Contributions
Z.F., M.O. and C.S.O. designed the experiments and wrote the main manuscript. Z.F., H.B., Z.M., K.A., R.I. and R.Y. conducted characterization of the material, material synthesis and battery fabrication and characterization. C.S.O. managed the research team. All authors reviewed the manuscript.
Ethics declarations
Competing interests
The authors declare no competing financial interests.
Rights and permissions
This work is licensed under a Creative Commons Attribution-NonCommercial-NoDerivs 4.0 International License. The images or other third party material in this article are included in the article's Creative Commons license, unless indicated otherwise in the credit line; if the material is not included under the Creative Commons license, users will need to obtain permission from the license holder in order to reproduce the material. To view a copy of this license, visit http://creativecommons.org/licenses/by-nc-nd/4.0/
About this article

Cite this article
Favors, Z., Bay, H., Mutlu, Z. et al. Towards Scalable Binderless Electrodes: Carbon Coated Silicon Nanofiber Paper via Mg Reduction of Electrospun SiO2 Nanofibers. Sci Rep 5, 8246 (2015). https://doi.org/10.1038/srep08246
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/srep08246
This article is cited by
-
Hybrid organic–inorganic fibers for solid-state batteries
Monatshefte für Chemie - Chemical Monthly (2024)
-
Nanofiber Materials for Lithium-Ion Batteries
Advanced Fiber Materials (2023)
-
Microwave-assisted synthesis of biodiesel by a green carbon-based heterogeneous catalyst derived from areca nut husk by one-pot hydrothermal carbonization
Scientific Reports (2022)
-
Pencil lead based low cost and binder-free anode for lithium-ion batteries: effect of different pencil grades on electrochemical performance
Proceedings of the Indian National Science Academy (2021)
-
Graphene-encapsulated blackberry-like porous silicon nanospheres prepared by modest magnesiothermic reduction for high-performance lithium-ion battery anode
Rare Metals (2021)
Comments
By submitting a comment you agree to abide by our Terms and Community Guidelines. If you find something abusive or that does not comply with our terms or guidelines please flag it as inappropriate.
