
Abstract
Y2O3-stabilized tetragonal ZrO2 polycrystal (Y-TZP) has been known to be an excellent structural material with high strength and toughness since the pioneering study by Garvie et al. in 1975. However, Y-TZP is not considered an environmental or biomedical material because it undergoes an inherent tetragonal-to-monoclinic (T→M) phase transformation in humid or aqueous environment, which leads to premature failure, so-called low-temperature degradation (LTD). In this study, we demonstrate for the first time that this fatal shortcoming of Y-TZP can be resolved by controlling the grain boundary nanostructure and chemical composition distribution in Y-TZP. Nanocrystalline Y-TZP doped with Al3+ and Ge4+ ions exhibits no LTD for more than 4 years in hot water at 140°C, whereas 70% of the tetragonal phase in conventional TZP transforms to the monoclinic phase within only 15 h. This innovative Y-TZP can be fabricated by pressureless sintering at 1200°C; far below the sintering temperature for conventional Y-TZP. The developed TZP ceramics will be useful in numerous environmental-proofing applications, particularly in the biomedical engineering field.
Similar content being viewed by others


Introduction
Zirconia ceramics have been used for various engineering applications since Garvie et al.1 discovered phase transformation toughening in partially stabilized ZrO2. Among the zirconia ceramics, Y2O3-stabilized tetragonal ZrO2 polycrystal (Y-TZP) has been the most extensively commercialized for use in optical fiber connectors, grinding media, precision parts and dental applications2,3,4. The mechanical properties of zirconia ceramics are attributed to the transformation toughening mechanism, where crack propagation resistance is increased by the stress-induced T→M phase transformation5, which involves an expansion of the unit cell volume of approximately 4 vol%. However, in humid air at 150–400°C or in hot water at temperatures greater than 100°C, the spontaneous T→M phase transformation is highly accelerated without external stress and the mechanical properties consequently deteriorate because of the propagation of cracks induced by the volume expansion6,7,8,9,10,11. This low-temperature degradation (LTD) process poses a serious limitation in engineering applications of Y-TZP.
According to existing reports, direct penetration of H2O molecules is likely to be responsible for LTD in Y-TZP7,8,9,10,11, although the detailed mechanism of LTD is still uncertain. Previous studies have also indicated that a finer grain size or a higher Y2O3 concentration in Y-TZP effectively suppresses the T→M phase transformation and retards LTD12,13,14,15,16,17,18. Given these aspects of the phase transformation of Y-TZP, control of its microstructure development during sintering is a key technique in improving its LTD resistance.
We have recently investigated the microstructure in 3 mol% Y-TZP using high-resolution transmission electron microscopy (HRTEM) and scanning transmission electron microscopy (STEM)-nanoprobe X-ray energy dispersive spectroscopy (EDS) techniques. The atomistic process of a tetragonal-to-cubic (T→C) phase transformation of Y-TZP during sintering can be summarized as follows19,20,21,22:
-
i
In Y-TZP sintered at 1100°C, Y3+ ions slightly segregate in the vicinity of the grain boundaries and segregation of Y3+ ions increases with increasing sintering temperature.
-
ii
At 1300°C, Y3+ ions are enriched in the vicinity of the grain boundaries. The grain boundary area with a high Y3+ ion concentration transforms from the tetragonal to the cubic phase. The cubic phase contains approximately 6 mol% Y2O3.
-
iii
When the sintering temperature is increased to 1500°C, the cubic phase area transformed at grain boundaries expands into grain interiors because of accelerated diffusion.
The T→C transformation during densification corresponds closely to the grain boundary segregation of Y3+ ions. We termed the T→C phase transformation as the grain boundary segregation-induced phase transformation (GBSIPT). At temperatures greater than GBSIPT (approximately 1300°C), redistribution of Y3+ ions occurs, consequently the cubic phase is formed during densification and the amount of Y3+ ions in the tetragonal phase regions decreases. Because the tetragonal phase in Y-TZP becomes unstable at Y3+ ion concentrations less than 3 mol%, the T→M phase transformation is likely to occur in the tetragonal phase with a low Y3+ ion concentration at 150–400°C in humid air or hot water. Densification at temperatures below that of the GBSIPT is therefore desirable to retard the phase separation and thereby improve the LTD resistance; however, achieving full density of high-purity Y-TZP powder by pressureless sintering at temperatures less than 1300°C is difficult in commercial processes.
A 3 mol% Y-TZP powder containing 0.3 mol% Al2O3 (3Y-A powder), which can be fully densified by pressureless sintering in air at sintering temperatures less than 1300°C, has been recently developed by the Tosoh Corporation23. This powder is produced by a refined hydrolysis process24. Moreover, doping with 0.3 mol% GeO2 enhances the densification of the 3Y-A powder, as will be described later. In this work, we investigate the LTD resistance in nanocrystalline, Ge4+-ion-doped 3Y-A (3Y-AG) subjected to pressureless sintering at 1200°C in air.
Results
The starting materials used were 3Y-A, 3Y-AG and conventional 3 mol% Y-TZP (3Y). The raw powders were pressed into disks (20 and 3 mm in diameter and height, respectively) and the green bodies were subsequently sintered at temperatures of 1000–1500°C for 2 h in air. Fig. 1(a) shows the relative density of the sintered bodies as a function of the sintering temperature. The relative density of 3Y-A reached 99.5% at 1250°C and that of 3Y-AG attained 99.5% at 1200°C, whereas the same relative density was achieved at 1500°C in the case of 3Y. The densification of Y-TZP has been reported to be enhanced by doping of a small amount of Al2O3 or GeO2. Sintering kinetics analysis has indicated that the cation diffusion (Zr4+ ions) is accelerated by the presence of Al3+ or Ge4+ ions at the Y-TZP surface25,26. The enhanced densification in 3Y-AG indicates that the codoping of Al2O3 and GeO2 is more effective than single doping. Scanning electron microscopy (SEM) images of polished and thermally etched surfaces of the present materials are shown in Fig. 1(b)–(d). The grain sizes in 3Y-A and 3Y-AG are much smaller those that in 3Y, although the three specimens exhibit the same relative density of 99.5%; the average grain sizes in 3Y, 3Y-A and 3Y-AG were 540, 170 and 150 nm, respectively.

Densification behavior and microstructure of fully densified bodies.
(a) Relative density of 3Y, 3Y-A and 3Y-AG as a function of their sintering temperature. SEM images of (b) 3Y sintered at 1500°C, (c) 3Y-A sintered at 1250°C and (d) 3Y-AG sintered at 1200°C.
The microstructure in 3Y-AG sintered at 1200°C was analyzed with STEM-nanoprobe EDS element mapping and HRTEM-nanoprobe EDS techniques. Fig. 2(a) shows a typical STEM image and the corresponding element mapping images for Zr-Kα, Y-Kα, Al-Kα and Ge-Kα. As evident from the Y-Kα mapping image, Y3+ ions were detected over all the grains and an enrichment of Y3+ ions was observed in localized regions, particularly along the grain boundaries. Al3+ and Ge4+ ions, in contrast, were clearly segregated along the grain boundaries. These images show that Y3+, Al3+ and Ge4+ ions segregate along the grain boundaries in the observed area. This observation clearly demonstrates that the enhanced densification in 3Y-AG is caused by the cosegregation of Al3+ and Ge4+ ions at the grain boundaries. A typical HRTEM image of a grain boundary is shown in Fig. 2(b). The image was taken with the boundary in an edge-on orientation to allow direct observation of the grain boundary structure. Neither an amorphous nor a second phase layer was observed at the grain boundary. The compositions of Y3+, Al3+ and Ge4+ ions across the grain boundary are plotted in Fig. 2(c). Grain boundary segregation of the cations is clearly evident in the 3Y-AG sample. The Y3+ ions segregated over a width of 15–20 nm across the grain boundary. The Y2O3 concentration was 4 mol% on the grain boundary, whereas the Y2O3 concentration in the grain interiors was in the range of 2–3 mol%. The Y2O3 concentration in the grain interior corresponds to that in the tetragonal phase19,20,21,22, which indicates that the Y3+ ions segregated between two tetragonal phases (T-T grain boundaries). Al3+ and Ge4+ ions also segregated at the grain boundary within widths of approximately 6 and 10 nm, respectively. The nanoprobe EDS data correspond well with the element mapping images in Fig. 2(a). According to our previous data for 3Y sintered at 1200°C for 2 h, Y3+ ions segregated over a width of approximately 10 nm across the T-T grain boundaries and the Y2O3 concentration was 4 mol% on the grain boundary20. The segregation profile of Y3+ ions in 3Y-AG was close to that in 3Y sintered at 1200°C.

Grain boundary nanostructure and composition distribution measured using the HRTEM-nanoprobe EDS technique.
(a) STEM image in 3Y-AG sintered at 1200°C and corresponding element map for Zr-Kα, Y-Kα, Al-Kα and Ge-Kα acquired by the STEM-nanoprobe EDS technique. (b) HRTEM image of a T-T grain boundary. (c) The corresponding chemical compositions of Y, Al and Ge across the T-T grain boundary.
According to the GBSIPT mechanism20,21,22, Y3+ ions are enriched in the vicinity of the grain boundaries in 3Y sintered at a temperature of 1300°C or greater and the Y3+-ion-enriched area with a Y3+ concentration of approximately 6 mol% transforms from the tetragonal to the cubic phase. In the case of the 3Y-AG sample, in contrast, the Y2O3 concentration at the grain boundaries was less than 6 mol% and hence the T→C phase transformation did not occur by GBSIPT. Because of the low sintering temperature, the grain boundary segregation of Y3+ ions is limited and the concentration of Y3+ ions in the grain interiors consequently remains the same as that in the tetragonal phase; approximately 2–3 mol%. The 3Y-AG sintered at 1200°C consists of tetragonal grains with a homogeneous Y3+ ion distribution, except in the vicinities of the grain boundaries.
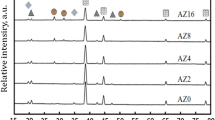
Accelerated LTD tests of the 3Y sintered at 1500°C, 3Y-A sintered at 1250°C and 3Y-AG sintered at 1200°C were performed in hot water at 140°C. Fig. 3(a) shows X-ray diffraction (XRD) profiles of the 3Y and 3Y-AG before and after the LTD tests conducted for various aging times. In the XRD pattern of the 3Y before the LTD test (0 h), tetragonal (101) and overlapped cubic (111) reflections were observed at 30.1°. In pattern of the 3Y tested for 3 h, monoclinic ( ) and (111) reflections were clearly observed at 28.2 and 31.4°, respectively and the monoclinic phase fraction (fm) was determined to be 35%. The T→M phase transformation was also confirmed by SEM observations; for example, a monoclinic layer approximately 1700 nm deep was clearly observed in the 3Y sample subjected to a 3-h LTD test (Fig. 3(b)). The intensities of the reflections associated with the monoclinic phase increased with increasing LTD testing hours and reflections only from monoclinic and cubic phases were observed after 15 h. These results indicate that all tetragonal phase within the X-ray penetration range from the surface (which was calculated to be approximately 5000 nm10,17) is transformed to the monoclinic phase after 15 h of exposure in hot water. The rapid T→M phase transformation in hot water is consistent with the phase transformation commonly observation in Y-TZP10,14,15,16,17,18. In the case of the 3Y-AG, in contrast, the T→M phase transformation was barely observed, even after the LTD test for 1500 days, as shown in the XRD patterns from the 3Y-AG (Fig. 3(a)). A plot of the fm as a function of aging time is presented in Fig. 3(c) for the 3Y, 3Y-A and 3Y-AG. The fm in 3Y increased with increasing aging time and the T→M phase transformation was almost complete within one day, as shown in the magnified plot. In contrast, the fms at 1500 days (more than 4 years) in the 3Y-A and 3Y-AG were only 3 and 2%, respectively. The 3Y-A and 3Y-AG showed very limited T→M phase transformation and thereby exhibited no deterioration, as shown in Fig. 3(d). Notably, the 3Y-A and 3Y-AG prepared in this work show no LTD in hot water for more than 4 years.
) and (111) reflections were clearly observed at 28.2 and 31.4°, respectively and the monoclinic phase fraction (fm) was determined to be 35%. The T→M phase transformation was also confirmed by SEM observations; for example, a monoclinic layer approximately 1700 nm deep was clearly observed in the 3Y sample subjected to a 3-h LTD test (Fig. 3(b)). The intensities of the reflections associated with the monoclinic phase increased with increasing LTD testing hours and reflections only from monoclinic and cubic phases were observed after 15 h. These results indicate that all tetragonal phase within the X-ray penetration range from the surface (which was calculated to be approximately 5000 nm10,17) is transformed to the monoclinic phase after 15 h of exposure in hot water. The rapid T→M phase transformation in hot water is consistent with the phase transformation commonly observation in Y-TZP10,14,15,16,17,18. In the case of the 3Y-AG, in contrast, the T→M phase transformation was barely observed, even after the LTD test for 1500 days, as shown in the XRD patterns from the 3Y-AG (Fig. 3(a)). A plot of the fm as a function of aging time is presented in Fig. 3(c) for the 3Y, 3Y-A and 3Y-AG. The fm in 3Y increased with increasing aging time and the T→M phase transformation was almost complete within one day, as shown in the magnified plot. In contrast, the fms at 1500 days (more than 4 years) in the 3Y-A and 3Y-AG were only 3 and 2%, respectively. The 3Y-A and 3Y-AG showed very limited T→M phase transformation and thereby exhibited no deterioration, as shown in Fig. 3(d). Notably, the 3Y-A and 3Y-AG prepared in this work show no LTD in hot water for more than 4 years.

Stability of tetragonal phase in water at 140°C: fraction of the monoclinic phase as a function of exposure time.
(a) XRD profiles of 3Y (sintered at 1500°C) and 3Y-AG (sintered at 1200°C) treated for various aging times in water at 140°C. (b) Backscattered SEM image of cross section in 3Y after the LTD test conducted for 0.13 days. The surface layer with a bright contrast was platinum coating. (c) Plots of monoclinic phase fraction formed during LTD test in 3Y (sintered at 1500°C), 3Y-A (sintered at 1250°C) and 3Y-AG (sintered at 1200°C) as a function of the aging time. A magnified plot for 3Y is inset. (d) Photograph of 3Y-AG after LTD test for 1500 days.
Discussion
The finer grain size in 3Y is well known to effectively suppress the T→M phase transformation12,14,15,18. However, according to our previous studies on LTD in 3Y, the stability of the tetragonal phase is determined by not only the grain size but also the concentration of Y3+ ions in the grain interiors16. 3Y bodies sintered at 1350°C for different sintering times that ranged from 0 to 10 h exhibited the same grain size of approximately 290 nm; however, the rate of the T→M phase transformation increased with increasing sintering time16. The Rietveld analysis revealed that, with increased sintering time, the Y2O3 concentration in the tetragonal phase decreased and cubic phase fraction increased. This result can be explained in terms of the redistribution of Y3+ ions during sintering in the tetragonal phase, as follows: The Y3+ ion distribution is homogeneous in the raw 3 mol% Y-TZP powder27, but Y3+ ions redistribute at temperatures greater than 1300°C (i.e., greater than the GBSIPT temperature), which leads to phase separation of the tetragonal single phase to the dual tetragonal-cubic phases. The cubic phase region with a high Y3+ ion concentration (approximately 6–8 mol%) and tetragonal phase region with a low Y3+ ion concentration (approximately 2 mol%) are formed in the grain interiors20,21. The Y3+ ion concentration in the tetragonal phase region is consequently lower than that in the raw Y-TZP powder. The redistribution of Y3+ ions therefore decreases the stability of the tetragonal phase and causes premature LTD in TZP materials.
The Y3+ ion concentration in the tetragonal phase is apparently another critical factor that determines the stability of the tetragonal phase; the T→M phase transformation can be suppressed by increasing Y3+ ion concentration in the tetragonal phase16. To improve the LTD resistance of Y-TZP, the redistribution of the Y3+ ions and grain growth during sintering should be suppressed and the concentration of Y3+ ions in the grain interiors should remain 2–3 mol%.
A low sintering temperature is therefore advantageous to elevate the LTD resistance of Y-TZP. The excellent resistance to LTD in 3Y-AG can be explained in terms of its fine grain size and tetragonal phase stability induced by the high concentration of Y3+ ions in the tetragonal phase. A sintering temperature below the GBSIPT temperature therefore must contribute to the high concentration of Y3+ ions. The LTD resistance in 3Y-AG was slightly superior to that in 3Y-A. This result is likely to result from the lower sintering temperature of 1200°C in 3Y-AG (50°C lower than that of 3Y-A).
In conclusion, we prepared nanocrystalline 3 mol% Y-TZP doped with Al3+ and Ge4+ ions via pressureless sintering in air at 1200°C. The codoping of Al2O3 and GeO2 greatly accelerated densification of Y-TZP at low temperatures. 3Y-AG exhibited a uniform microstructure constituted of tetragonal grains with an average grain size of 150 nm and with homogeneously distributed Y3+ ions in the grain interiors. The improved sinterability results from the cosegregation of Al3+ and Ge4+ ions at T-T grain boundaries. The fm in 3Y-AG was only 2% after the accelerated LTD test for 1500 days at 140°C, whereas that in the conventional 3Y was 70% after the LTD test for 15 h. The 3Y-AG material exhibits no LTD for more than 4 years under hot water at 140°C; i.e., LTD, which is a serious problem in Y-TZP ceramics, can be overcome by controlling the chemical distribution in the vicinity of the grain boundaries. The excellent LTD resistance in the proposed TZP ceramics will further expand the application of TZP ceramics to many engineering fields, particularly environmental-proofing and biomedical engineering fields.
Methods
Specimen Preparation
The starting powders were 3Y (TZ-3Y; Tosoh Co., Japan) and 3Y-A (TZ-PX172; Tosoh Co., Japan) produced by the refined hydrolysis process and GeO2 (greater than 99.99% purity, Knato Chemical, Japan). The specific surface areas of the 3Y and 3Y-A powders were 15 and 17 m2/g, respectively. A sample of 0.3 mol% GeO2-doped 3Y-A (3Y-AG) was prepared by mixing the 3Y-A and GeO2 powders using a vibration mill. These powders were pressed uniaxially into disk-shaped specimens under 50 MPa of pressure and were then cold-isostatically pressed at 200 MPa. The green compacts were sintered at temperatures in the range of 1000–1500°C for 2 h at a constant heating rate of 100°C/h in air. The density of the sintered bodies was measured by the Archimedes method for relative densities greater than or equal to 80%, whereas it was calculated from the weights and outer dimensions of the sintered bodies for relative densities less than 80%.
LTD Behavior Analysis
The accelerated degradation test was performed in water at a temperature and pressure of 140°C and 0.4 MPa, respectively. The sintered disk-shaped bodies were placed in a polytetrafluoroethylene (PTFE) container with distilled water. The PTFE container was inserted into a stainless steel airtight container and the stainless steel container was subsequently heated in a high-temperature oven (model PVH-111, Espec, Japan). The LTD process was measured by the fm on the specimen surface obtained via the XRD technique. XRD patterns were measured at room temperature using a powder diffractometer (model RINT Ultima III, Rigaku, Japan) equipped with a monochromatic CuKα radiation source. The diffraction patterns were obtained within the 26° ≤ 2θ ≤ 33° range in 0.02° steps at a scan speed of 1°/min. The shape of the diffraction line was fitted using a Pearson VII function28. The fm was determined using the formula:

where I is the integrated intensity and subscripts m, t and c denote monoclinic, tetragonal and cubic, respectively.
Microstructure Analysis
The grain structure in the sintered bodies was observed by SEM (model JSM-7600F, JEOL, Japan). SEM specimens were mirror-polished with 1-µm diamond slurry and thermally etched for 1 h at a temperature 50°C lower than the sintering temperature of each specimen in air. The average grain size was measured by the planimetric method29. The detailed microstructure was examined by field-emission TEM (model 002BF, Topcon, Japan). The specimen for TEM observation was mechanically ground to a thickness of approximately 0.1 mm, further dimpled to a depth of approximately 10 µm at its center and then ion-milled to impart electron transparency. The grain boundary structure was observed by HRTEM (Topcon 002BF) with a point-to-point resolution of 0.17 nm. Nanoprobe EDS measurements were performed to quantitatively examine the chemical composition of localized portions, using a Noran Voyager system (Noran Instruments, Inc., Middleton, WI) with a 0.5-nm probe size attached to the TEM. Five grain boundaries in the 3Y-AG were analyzed in detail using the HRTEM-nanoprobe EDS technique. The error of the EDS measurement was ±0.3 mol%. STEM-nanoprobe EDS element mapping was also performed using the Noran Voyager system. The microstructure of the specimens after the LTD test was observed by SEM. The accelerated degradation test was performed using the sintered body, which was mirror-polished with 1-µm diamond slurry. For the observation of the monoclinic layer on the surface, the surface of the specimen was coated with platinum and subsequently sliced perpendicular to the surface into approximately 150-nm thick slices using a focused ion beam system (model SMI 3050, SII, Japan).
References
Garvie, R. C., Hannink, R. H. & Pascoe, R. T. Ceramic steel? Nature 258, 703–704 (1975).
Birkby, I. & Stevens, R. Applications of zirconia ceramics. Key. Eng. Mater. 122–124, 527–552 (1996).
Piconi, C. & Maccauro, G. Zirconia as a ceramic biomaterial. Biomater. 20, 1–25 (1999).
Kelly, J. R. & Denry, I. Stabilized zirconia as a structural ceramic: an overview. Dent. Mater. 24, 289–298 (2008).
Gupta, T. K., Lange, F. F. & Bechtold, J. H. Effect of stress-induced phase transformation on the properties of polycrystalline zirconia containing metastable tetragonal phase. J. Mater. Sci. 13, 1464–1470 (1978).
Kobayashi, K., Kuwajima, H. & Masaki, T. Phase change and mechanical properties of ZrO2-Y2O3 solid electrolyte after ageing. Solid State Ionics 3/4, 489–493 (1981).
Yoshimura, M., Noma, T., Kawabata, K. & Sōmiya, S. Role of H2O on the degradation process of Y-TZP. J. Mater. Sci. Lett. 6, 465–467 (1987).
Sato, T. & Shimada, M. Transformation of yttria-doped tetragonal ZrO2 polycrystals by annealing in water. J. Am. Ceram. Soc. 68, 356–359 (1985).
Lange, F. F., Dunlop, G. L. & Davis, B. I. Degradation during aging of transformation-toughened ZrO2-Y2O3 materials at 250°C. J. Am. Ceram. Soc. 69, 237–240 (1986).
Chevalier, J., Cales, B. & Drouin, J. M. Low-temperature aging of Y-TZP ceramics. J. Am. Ceram. Soc. 82, 2150–2154 (1999).
Guo, X. & Schober, T. Water incorporation in tetragonal zirconia. J. Am. Ceram. Soc. 87, 746–748 (2004).
Sato, T. & Shimada, M. Control of the tetragonal-to-monoclinic phase transformation of yttria partially stabilized zirconia in hot water. J. Mater. Sci. 20, 3988–3992 (1985).
Jue, J. F., Chen, J. & Virkar, A. V. Low-temperature aging of t'-zirconia: the role of microstructure on phase stability. J. Am. Ceram. Soc. 74, 1811–1820 (1991).
Li, J. F. & Watanabe, R. Phase transformation in Y2O3-partially-stabilized ZrO2 polycrystals of various grain sizes during low-temperature aging in water. J. Am. Ceram. Soc. 81, 2687–2691 (1998).
Ohmichi, N., Kamioka, K., Ueda, K., Matsui, K. & Ohgai, M. Phase transformation of zirconia ceramics by annealing in hot water. J. Ceram. Soc. Jpn. 107, 128–133 (1999).
Ohmichi, N., Kamioka, K., Ueda, K., Matsui, K. & Ohgai, M. Phase transformation of zirconia ceramics by annealing in hot water (part 2). J. Ceram. Soc. Jpn. 107, 820–826 (1999).
Gremillard, L., Chevalier, J., Epicier, T., Deville, S. & Fantozzi, G. Modeling the aging kinetics of zirconia ceramics. J. Eur. Ceram. Soc. 24, 3483–3489 (2004).
Paul, A., Vaidhyanathan, B. & Binner, Jon, G. P. Hydrothermal aging behavior of nanocrystalline Y-TZP ceramics. J. Am. Ceram. Soc. 94, 2146–2152 (2011).
Matsui, K., Horikoshi, H., Ohmichi, N., Ohgai, M., Yoshida, H. & Ikuhara, Y. Cubic-formation and grain-growth mechanisms in tetragonal zirconia polycrystal. J. Am Ceram. Soc. 86, 1401–1408 (2003).
Matsui, K., Ohmichi, N., Ohgai, M., Yoshida, H. & Ikuhara, Y. Grain boundary segregation-induced phase transformation in yttria-stabilized tetragonal zirconia polycrystal. J. Ceram. Soc. Jpn. 114, 230–237 (2006).
Matsui, K., Yoshida, H. & Ikuhara, Y. Grain-boundary structure and microstructure-development mechanism in 2–8 mol% yttria-stabilized zirconia polycrystals. Acta Mater. 56, 1315–1325 (2008).
Matsui, K., Yoshida, H. & Ikuhara, Y. Isothermal sintering effects on phase separation and grain growth in yttria-stabilized tetragonal zirconia polycrystal. J. Am. Ceram. Soc. 92, 467–475 (2009).
Yoshida, H., Matsui, K. & Ikuhara, Y. Low-temperature superplasticity in nanocrystalline tetragonal zirconia polycrystal (TZP). J. Am. Ceram. Soc. 95, 1701–1708 (2012).
Matsui, K. Reliability improvement by the raw powder technology of zirconia ceramics. Ceram. Jpn. 48, 13–17 (2013).
Matsui, K. & Hojo, J. Sintering kinetics at constant rates of heating: effect of GeO2 addition on the initial sintering stage of 3 mol% Y2O3-doped zirconia powder. J. MarerMater. Sci. 43, 852–859 (2008).
Matsui, K., Yamakawa, T., Uehara, M., Enomoto, N. & Hojo, J. Mechanism of alumina-enhanced sintering of fine zirconia powder: influence of alumina concentration on the initial stage sintering. J. Am. Ceram. Soc. 91, 1888–1897 (2008).
Ii, S., Yoshida, H., Matsui, K., Ohmichi, N. & Ikuhara, Y. Microstructure and Surface Segregation of 3 mol% Y2O3-doped ZrO2 particle. J. Am. Ceram. Soc. 89, 2952–2955 (2006).
Toraya, H. Whole-powder-pattern fitting without reference to a structural model: application to X-ray powder diffractometer data. J. Appl. Crystallogr. 19, 440–447 (1986).
Yamaguchi, T. Characterization techniques of ceramic: properties of sintered bodies. Ceram. Jpn. 19, 520–529 (1984).
Acknowledgements
The authors thank Dr. A. Kumamto and Mr. H. Oshikawa for their experimental assistance with HRTEM observations. A portion of this work was conducted at the Research Hub for Advanced Nano Characterization, The University of Tokyo and was supported by the “Nanotechnology Platform” and Elements Strategy Initiative for Structural Materials, both of which are sponsored by MEXT, Japan.
Author information
Authors and Affiliations
Contributions
K.M. designed and conducted the experiments. Y.I. conducted the microstructural characterization. H.Y. analysed the experimental data. K.M. wrote the main manuscript text and all authors participated in discussions of the results and preparation of the manuscript.
Ethics declarations
Competing interests
The authors declare no competing financial interests.
Rights and permissions
This work is licensed under a Creative Commons Attribution-NonCommercial-NoDerivs 3.0 Unported License. The images in this article are included in the article's Creative Commons license, unless indicated otherwise in the image credit; if the image is not included under the Creative Commons license, users will need to obtain permission from the license holder in order to reproduce the image. To view a copy of this license, visit http://creativecommons.org/licenses/by-nc-nd/3.0/
About this article

Cite this article
Matsui, K., Yoshida, H. & Ikuhara, Y. Nanocrystalline, Ultra-Degradation-Resistant Zirconia: Its Grain Boundary Nanostructure and Nanochemistry. Sci Rep 4, 4758 (2014). https://doi.org/10.1038/srep04758
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/srep04758
This article is cited by
-
Zirconia Implants: Is There a Future?
Current Oral Health Reports (2018)
Comments
By submitting a comment you agree to abide by our Terms and Community Guidelines. If you find something abusive or that does not comply with our terms or guidelines please flag it as inappropriate.
