
Abstract
Au-Ge alloys are promising materials for high-power and high-frequency packaging and Ni is frequently used as diffusion barriers. This study investigates interfacial reactions in Au-12Ge/Ni joints at 300°C and 400°C. For the reactions at 300°C, typical interfacial morphology was observed and the diffusion path was (Au) + (Ge)/NiGe/Ni5Ge3/Ni. However, an interesting phenomenon – the formation of (Au,Ni,Ge)/NiGe alternating layers – was observed for the reactions at 400°C. The diffusion path across the interface was liquid/(Au,Ni,Ge)/NiGe/···/(Au,Ni,Ge)/NiGe/Ni2Ge/Ni. The periodic thermodynamic instability at the NiGe/Ni2Ge interface caused the subsequent nucleation of new (Au,Ni,Ge)/NiGe pairs. The thermodynamic foundation and mechanism of formation of the alternating layers are elaborated in this paper.
Similar content being viewed by others

Introduction
High-frequency and high-power devices, such as wide band gap (WBG) chips and embedded active chips that work at high temperatures, are demanded for advanced energy saving electronic applications1,2,3. Therefore, technologies and corresponding materials for power packaging that can tolerate severe environments at high temperatures are required. Soldering has been extensively utilized to form interconnections and die-attachments and for thermal management in power modules. A soldering process involves melting of solders, wetting and reactions between molten solders and solid substrates, i.e. liquid/solid (L/S) reactions and solidification of molten solders to form solid joints. After solder joints are formed, the growth and transformation of reaction phases during device operation, i.e. solid/solid (S/S) reactions, occur. The formation, transformation and growth of intermetallic compounds (IMCs) in soldering and post-soldering processes crucially determine the interfacial properties of joints and thus the reliability of electronic products.
High-Pb Pb-Sn alloys, which contain 85–97 wt.% Pb, are commonly used high-temperature solders4. However, their major constituent, Pb, is harmful to human health and the environment5. The development of Pb-free alternatives for high-temperature applications is both necessary and urgent. The Au-Ge eutectic alloy is a promising candidate high-temperature solder. The Au-Ge binary system is a simple eutectic system with a eutectic point at 361°C6. Au-Ge alloys have favorable mechanical properties7 and high thermal and electrical conductivities8. Ni is the most commonly used diffusion barrier material in under bump metallurgy (UBM)9. Since soldering processes typically take only one to several minutes, the L/S reaction is too short for examination and identification of IMC formation. It is a commonly used strategy to prolong the L/S reaction time for more noticeable reactions in order to study the reaction mechanisms10,11,12,13,14. On the other hand, long-term solid-state heat treatments are usually applied to evaluate the reliability of joints14,15,16,17,18. In the study, the Au-12Ge/Ni interfacial reactions at 400°C for 1 to 8 hours and at 300°C for 240 and 720 hours were performed to investigate the soldering process and the joint reliability, respectively. The IMC formation is identified and the reaction mechanism is proposed with the aids of CALculation PHAse Diagram (CALPHAD) thermodynamic modeling.
Results
Figures 1 (a)–(b) show optical micrographs of the Au-12Ge/Ni couples that had reacted at 300°C for 240 and 720 hours, respectively. As presented in Fig. 1 (a), an eutectic structure that is composed of (Ge) precipitates and (Au) matrix was found on the top of the Ni substrate as expected. In addition, two gray reaction layers were found between the Au-12Ge alloy and the Ni substrate after a 240 hour of solid-state reaction. The compositions of the light and dark gray layers were determined to be Ni-50at.%Ge and Ni-37at.%Ge, respectively. Since both of the reaction layers have negligible Au contents, they are presumed to be the NiGe and Ni5Ge3 phases, respectively, according to the Ge-Ni binary phase diagram6. After a prolonged reaction up to 720 h as shown in Fig. 1 (b), similar results were found except several features: (I) The phase fraction of (Ge) in the (Au) + (Ge) eutectic reduced and (II) the Ni-richer Ni5Ge3 phase grew thicker while the NiGe phase became thinner. Since Au did not actively participate in the interfacial reactions, the former (feature I) originated from the consumption of Ge in the solder matrix through forming Ni-Ge compounds at the interface. However, if there were unlimited and continuous supplements of reactants, i.e. Ge and Ni, at the interface, both reaction products, namely the NiGe and Ni5Ge3 phases, would grow thicker as reaction time increased, which is inconsistent with the finding of feature II. This inconsistency can be rationalized by the following considerations: As Ge atoms near the interface were consumed via reactions, fewer and fewer (Ge) grains remained in contact with the NiGe layer and thus the NiGe layer was almost entirely covered by the (Au) phase as shown in Figs. 1 (b). As the Ge solubility in the (Au) phase is very low (approximate 0.81 at.% at 290°C6), it was a slow process for Ge to diffuse through (Au) grains. The feature II was likely due to the much larger inflow of Ni than that of Ge at the reaction zone, leading to the growth of the Ni-richer Ni5Ge3 phase and transformation of the NiGe phase into the Ni5Ge3 phase via the reaction: 3NiGe + 2Ni = Ni5Ge3. The reaction path in the Au-12Ge/Ni couple at 300°C is (Au) + (Ge)/NiGe/Ni5Ge3/Ni, that Au does not participate in the interfacial reactions.

The OM micrographs of the Au-12Ge/Ni couples reacted at 300°C for (a) 240 and (b) 720 hours.
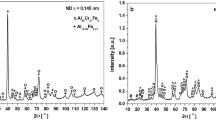
Figures 2 (a)–(c) show SEM micrographs of the Au-12Ge/Ni couples that had reacted at 400°C for one, four and eight hours, respectively. Since the Au-12Ge alloy is a liquid phase at 400°C6, these Au-12Ge/Ni couples were liquid/solid couples prior to being quenched at the end of the reactions. As presented in Fig. 2 (a), large bright grains and two gray layers were found between the molten Au-12Ge alloy and the Ni substrate after a one hour of reaction. The compositions of the bright grains and the two gray layers were determined to be Au-2.4at.%Ge-1.6at.%Ni, Ni-49at.%Ge and Ni-34at.%Ge, respectively. To identify the phase formed in the Au-12Ge/Ni couples at 400°C, the thermodynamic model that was proposed by Jin et al.19 was used to construct the 400°C isothermal section of the Au-Ge-Ni ternary system, as presented in Fig. 3 (a). Based on both the information from EPMA compositional analyses with the calculated isothermal section, the bright grains and the two interfacial layers were identified as the Au-rich face-centered cubic (FCC) solution phase with 1.6 at.% Ni and 2.4 at.% Ge and the NiGe and Ni2Ge phases without detectable Au content, respectively, presented from the molten Au-12Ge solder to the Ni substrate. As presented in Fig. 3 (a), the diffusion path across the interface is liquid/FCC-(Au,Ni,Ge)/NiGe/Ni2Ge/Ni.

The SEM micrographs of the Au-12Ge/Ni couples reacted at 400°C for (a) 1, (b) 4 and (c) 8 hours.
Note that Au (196.97 g/mole) is a lot heavier than Ge (72.63 g/mole) and Ni (58.69 g/mole). Therefore, the contract difference between the Ni2Ge and NiGe phase is very limited under backscattered electron image.

Calculated (a) isothermal section and (b) stability diagram of Ge at 400°C of the Au-Ge-Ni ternary system.
When the reaction time was increased to four hours, an interesting morphology was observed: alternating reaction layers formed at the interface and the newly formed alternating layers split the original interfacial IMC layers, as shown in Fig. 2 (b). The newly formed alternating pairs comprised bright layers and gray layers. Their compositions were determined to be Au-2.4at.%Ge-2.5at.%Ni and Ge-1.2 at.%Au-48.4at.%Ni and the phases were presumed to be the FCC-(Au,Ge,Ni) and NiGe phases, respectively. In the couple that had reacted for four hours, up to six pairs of FCC-(Au,Ge,Ni)/NiGe alternating layers were observed. Interestingly, the center of the alternating layers was coherent with the grain boundary of the large FCC grains, as shown in Fig. 2 (b). As the reaction time increased to eight hours, as shown in Fig. 2 (c), the number of the FCC-(Au,Ni,Ge)/NiGe alternating pairs continuously increased while the liquid phase was simultaneously consumed. The firstly formed NiGe layer that was pushed away from the Ni substrate became discontinuous, comprising large grains, while the layers that were closer to the Ni substrate were composed on finer grains and were longer continuous layers. When the liquid phase had been completely consumed, the entire liquid phase region was replaced by the alternating FCC-(Au,Ni,Ge)/NiGe layers. However, these alternating layers were not uniformly distributed, probably because the development of the interfacial alternating layer relied on Au and Ge supplements from the molten solder. Hence, the regions in contact with the grain boundaries of large FCC grains evolved first and faster than those that were not. The diffusion path across the interface became liquid/FCC-(Au,Ni,Ge)/NiGe/···/FCC-(Au,Ni,Ge)/NiGe/Ni2Ge/Ni, where the firstly formed pair of FCC-(Au,Ni,Ge)/NiGe layers was adjacent to the liquid phase. The diffusion path is indicated on the Au-Ge-Ni isothermal section in Fig. 3 (a), in which the periodic layers are connected with the tie-lines across the mass-balance line.
Discussion
The formation of alternating layers, also called periodic layers, is one of the most intriguing diffusion phenomena. The formation of periodic patterns was firstly reported in 1896 by Liesegang20. He found that precipitates of silver dichromate formed concentric rings in a liquid–gelatine system. In 1940, Ostwald offered the earliest explanation, based on super-saturation theory20. In early ‘80 s, Osinski et al. discovered the formation of periodic patterns in solid state21. In the past few decades, the formation of alternating layers in solid state in several systems, including Ag-Ti/Si22, Co-Si/Zn23,24, Fe-Si/Zn21,24, Ga-As/Co25, Ni-Co-Fe (or Ni-Co)/Mg26, Ni-Si/Zn27, SiC/Pt28, SiC/Ni29, SiC/Pd29, SiO2/Mg30,31, Sn-Cu/Ni-V32, U-Mo/Al33, Ni-W/Al34, Ni-Cr/Sn35 and Zn/Cu-Ti36 has been reported upon. Although there were many mechanisms which had been proposed for particular cases, the origin of the formation of alternating layers is controversial. Many explanations are based on mechanical-stress considerations24. When a diffusion couple consists of species with very different mobilities, this difference between mobilities causes the various phases to grow at different growth rates. Therefore, the slowly growing phase will be under tension as the other phase grows rapidly and it finally splits off from the reaction front. However, in this study, the periodic pairs formed in the Au-12Ge/Ni couples is composed of a reaction layer (the NiGe compound) and a non-reaction layer (the FCC solution phase). The FCC-(Au,Ge,Ni) layers did not involve chemical reaction between solders and substrates. Although the “diffusion-induced stress model” is very straightforward and has been employed for most of the periodic systems23,24,29,31,36, it failed to explain the Au-12Ge/Ni system in the study. Kao and Chang proposed the “chemical-potential-instability model” based on thermodynamic considerations37. It describes the periodic thermodynamic instability of phases at the interface and the consequent nucleation of new reaction layers due to the thermodynamic driving force. In the following discussion, the “chemical-potential-instability model” was adopted to analyze the formation mechanism of alternating layers in the Au-12Ge/Ni system.
Figure 3 (b) shows the stability diagram of Ge in the Au-Ge-Ni ternary system at 400°C. It plots the chemical potential of Ge as function of Ni content (xNi/xAu + xNi) at 400°C. In Fig. 3 (b), the diffusion path is superimposed on the stability diagram. Since the chemical potential of Ge declined continuously from the Au-12Ge solder to the Ni substrate, its migration is regarded as involving down-hill diffusion, according to van Loo et al.38. Similar analyses have been performed for Au and Ni. The direction of Au migration opposed the chemical potential gradient, so Au was not the dominant diffusion species. However, Ni also migrated by down-hill diffusion. If Ni had been the dominant diffusion element, then the growth front of the IMCs would have been at the IMC/liquid interface. In such a case, the supplements of all of the reactants would have sufficed at the growth front, resulting in the growth of the FCC-(Au,Ni,Ge), NiGe and Ni2Ge phases without the formation of alternating layers. As displayed in Fig. 3 (b), if Ge had been the dominant diffusion species in the system, then when Ge accumulated at the NiGe/Ni2Ge interface owing to the rapid inflow of Ge, the chemical potential of Ge would have increased with time. As the chemical potential of Ge exceeded the critical value, μ*, as presented in Fig. 3 (b), the equilibrium would have shifted from NiGe + Ni2Ge to FCC-(Au,Ge,Ni) + NiGe and so the NiGe/Ni2Ge interface would have become thermodynamically unstable. Consequently, the NiGe/FCC-(Au,Ge,Ni) alternating pair would have nucleated and grown at the NiGe/Ni2Ge interface. Therefore, Ge was the dominant diffusion species in this system and the growth front of the alternating layers was at the NiGe/Ni2Ge interface.
Since the alternating pair was composed of the NiGe and Au-rich FCC phases, the nucleation of new NiGe/FCC-(Au,Ge,Ni) pairs required the NiGe/Ni2Ge interface to have been supplemented with Au. However, as mentioned above, the NiGe layer contained no detectable Au and so would have been an effective diffusion barrier to Au. The fast accumulation of Au at the NiGe/Ni2Ge interface originated from mechanisms other than penetration through the NiGe layer. As shown in Fig. 4 and Figs. 2 (b) and (c), the NiGe layers that had been separated from the Ni2Ge/Ni substrate grew larger and became discontinuous. Since no Ni supplemented the detached NiGe layer, the change in morphology was probably caused by ripening39. In the ripening process, small NiGe grains merged into larger ones to reduce the interfacial energies. This phenomenon opened up the channels that promoted the inflow of the Au and Ge fluxes towards the interface for further reaction as well as the growth of alternating layers.

The SEM micrograph of the Au-12Ge/Ni couple reacted at 400°C for 4 hours.
Figure 5 schematically depicts the evolution of the reactions in the Au-12Ge/Ni couples that reacted at 400°C. In the initial stage of reaction as shown in Fig. 5 (a), the formation of NiGe and Ni2Ge compounds with limited Au contents consumed the Ge content of the liquid phase near the interface, resulting in the precipitation and growth of the Au-rich FCC-(Au,Ge,Ni) phase. As shown in Fig. 5 (b), the thermodynamic instability at the NiGe/Ni2Ge interface that was caused by Ge accumulation was responsible for the formation of the FCC-(Au,Ge,Ni)/NiGe alternating pairs. As shown in Fig. 5 (c), although the NiGe layer contained a very limited amount of Au and prohibited the inflow of Au toward the interfaces, the ripening process generated fast diffusion channels for Au and Ge. Therefore, accumulation of Ge and formation of unstable NiGe/Ni2Ge interface occurred repeatedly and the FCC-(Au,Ge,Ni)/NiGe alternating layers formed in the diffusion zone of Au-12Ge/Ni couples.

The schematic diagram of the interfacial phase evolutions in the Au-12Ge/Ni couple reacted at 400°C.
In summary, the interfacial reactions in Au-12Ge/Ni couples at 300°C and 400°C were investigated. For the reactions at 300°C, typical interfacial morphology were observed and the reaction path was (Au) + (Ge)/NiGe/Ni5Ge3/Ni. However, for the reactions at 400°C, alternating layers were formed and the diffusion path across the interface was liquid/FCC-(Au,Ge,Ni)/NiGe/···/FCC-(Au,Ge,Ni)/NiGe/Ni2Ge/Ni. Ge was identified as the dominant diffusion species. The accumulation of Ge made the NiGe/Ni2Ge interface unstable. New FCC-(Au,Ge,Ni)/NiGe layer pairs formed periodically, yielding alternating layers. The ripening of the previously formed NiGe layers generated fast-diffusion channels for Au and Ge. Therefore, the periodic thermodynamic instability caused subsequent nucleation of new alternating layers in the Au-12Ge/Ni couples.
Methods
Au-12Ge/Ni couples were prepared from commercially available Au-12Ge alloys (99.999%, E-light Technology Inc., Taiwan) and pure Ni foils (99.5%, Alfa Aesar, USA). A pure Ni foil was cut into 5 mm × 5 mm pieces and ground and polished with Al2O3 powders down to 1 μm. A 3 mm × 3 mm opening on each Ni substrate was patterned with polyimide (Eternal Chemical Co., Taiwan). A 14 ± 2 mg piece of Au-12Ge alloy was placed on the joining area with a thin coating of flux (NL-32, Men Chen IND. Co., Taiwan). The couples were then encapsulated in quartz tubes under a vacuum of 10−2 mbar. Two types of couples were prepared; i.e. solid/solid and liquid/solid Au-12Ge/Ni couples. For solid/solid reactions at 300°C, the couples were reflowed at 400°C for 15 minutes, quenched in icy water and subsequently annealed at 300°C for 240 or 720 hours. For liquid/solid reactions at 400°C, the couples were annealed at 400°C for predetermined reaction times from 1 to 8 hours. The samples were quenched in icy water immediately following thermal treatment and metallographically examined. The interfacial morphologies were observed using an optical microscope (OM, BX51, Olympus, Japan) and a scanning electron microscope (SEM, FE-SEM 7000F, JEOL, Japan). The compositions of the IMCs that were formed at the joints were determined by an electron probe microanalysis (EPMA, JXA-8200, Joel, Japan). The phase diagram and stability diagrams were obtained by calculations using the CALPHAD method in PANDAT software (CompuTherm, USA)40.
References
Reinhardt, K. C. & Marciniak, M. A., Wide-bandgap power electronics for the More Electric Aircraft, the 31st IntersocietyEnergy Conversion Engineering Conference (IECEC), Washington, D.C. IEEE. (10.1109/IECEC.1996.552858) (1996, Aug 11–16).
Dreike, P. L., Fleetwood, D. M., King, D. B., Sprauer, D. C. & Zipperian, T. E. An overview of high-temperature electronic device technologies and potential applications. IEEE T. Compon. Pack. A 17, 594–609, 10.1109/95.335047 (1994).
Oon, H. S. & Cheong, K. Y. Recent development of gallium oxide thin film on GaN. Mat. Sci. Semicon. Proc. 16, 1217–1231, 10.1016/j.mssp.2013.01.027 (2013).
Zeng, G., McDonald, S. & Nogita, K. Development of high-temperature solders: Review. Microelectron. Reliab. 52, 1306–1322, 10.1016/j.microrel.2012.02.018 (2012).
McCluskey, F., Dash, M., Wang, Z. & Huff, D. Reliability of high temperature solder alternatives. Microelectron. Reliab. 46, 1910–1914 (2006).
Okamoto, H. & Massalski, T. The Au–Ge (Gold-Germanium) system. Bull. Alloy Phase Diagrams 5, 601–610 (1984).
Kisiel, R. & Szczepański, Z. Die-attachment solutions for SiC power devices. Microelectron. Reliab. 49, 627–629, 10.1016/j.microrel.2009.03.009 (2009).
Leinenbach, C. et al. Wetting and Soldering Behavior of Eutectic Au-Ge Alloy on Cu and Ni Substrates. J. Electron. Mater. 40, 1533–1541, 10.1007/s11664-011-1639-4 (2011).
Tsai, C. M., Luo, W. C., Chang, C. W., Shieh, Y. C. & Kao, C. R. Cross-interaction of under-bump metallurgy and surface finish in flip-chip solder joints. J. Electron. Mater. 33, 1424–1428, 10.1007/s11664-004-0082-1 (2004).
Kim, H. K. & Tu, K. N. Kinetic analysis of the soldering reaction between eutectic SnPb alloy and Cu accompanied by ripening. Phys. Rev. B 53, 16027–16034 (1996).
Suganuma, K., Niihara, K., Shoutoku, T. & Nakamura, Y. Wetting and interface microstructure between Sn-Zn binary alloys and Cu. J. Mater. Res. 13, 2859–2865, 10.1557/jmr.1998.0391 (1998).
Wang, C. H. & Chen, S. W. Sn-0.7 wt.%Cu/Ni interfacial reactions at 250 degrees C. Acta Mater. 54, 247–253, 10.1016/j.actamat.2005.09.006 (2006).
Lin, S. K., Nguyen, T. L., Wu, S. C. & Wang, Y. H. Effective suppression of interfacial intermetallic compound growth between Sn-58 wt.% Bi solders and Cu substrates by minor Ga addition. J. Alloy. Compd. 586, 319–327, 10.1016/j.jallcom.2013.10.035 (2014).
Lin, S. K., Hsu, C. W., Chen, S. W. & Hsu, C. M. Interfacial reactions in Sn-20In-2.8Ag/Cu couples. Mater. Chem. Phys. 142, 268–275, 10.1016/j.matchemphys.2013.07.014 (2013).
Laurila, T., Vuorinen, V. & Kivilahti, J. K. Interfacial reactions between lead-free solders and common base materials. Mater. Sci. Eng. R-Rep. 49, 1–60, 10.1016/j.mser.2005.03.001 (2005).
Frear, D. R. & Vianco, P. T. Intermetallic growth and mechanical behavior of low and high melting temperature solder alloys. Metall. Mater. Trans. A 25, 1509–1523, 10.1007/bf02665483 (1994).
Choi, S., Bieler, T. R., Lucas, J. P. & Subramanian, K. N. Characterization of the growth of intermetallic interfacial layers of Sn-Ag and Sn-Pb eutectic solders and their composite solders on Cu substrate during isothermal long-term aging. J. Electron. Mater. 28, 1209–1215, 10.1007/s11664-999-0159-y (1999).
Chen, S. W., Hsu, C. W., Lin, S. K. & Hsu, C. M. Reaction evolution in Sn-20.0 wt% In-2.8 wt% Ag/Ni couples. J. Mater. Res. 28, 3257–3260, 10.1557/jmr.2013.308 (2013).
Jin, S., Duarte, L. I., Huang, G. & Leinenbach, C. Experimental investigation and thermodynamic modeling of the Au–Ge–Ni system. Monatsh. Chem. 143, 1263–1274 (2012).
Stern, K. H. The Liesegang Phenomenon. Chem. Rev. 54, 79–99 (1954).
Osinski, K., Vriend, A. W., Bastin, F. & Loo, F. Periodic Formation of FeSi Bands in Diffusion Couples Fe (15 Wt.-% Si)–Zn. Z. Metallkd. 73, 258–261 (1982).
Rijnders, M. R., Van Beek, J. A., Kodentsov, A. A. & Van Loo, F. J. Solid State Reactions in the Ag-Ti-Si System-Periodic Layer Formation. Z. Metallkd. 87, 732–739 (1996).
Rijnders, M. R. & van Loo, F. J. J. Aspects of periodic layer formation in Co2Si Zn diffusion couples. Scripta Metall. Mater. 32, 1931–1935 (1995).
Chen, Y. C., Zhang, Y. G. & Chen, C. Q. Quantitative descriptions of periodic layer formation during solid state reactions. Mat. Sci. Eng. A-Struct. 362, 135–144, 10.1016/s0921-5093(03)00479-9 (2003).
Shiau, F. Y., Chang, Y. A. & Lin, J. C. Reactions between cobalt and gallium-arsenide in bulk and thin-film forms. Mater. Chem. Phys. 32, 300–309 (1992).
Dunaev, S. & Zver'kov, S. Influence of high pressure on the formation of periodic regular structures in multicomponent diffusion zones. J. Less-Common Met. 153, 143–150 (1989).
He, M., Su, X., Yin, F., Wang, J. & Li, Z. Periodic layered structure in Ni3Si/Zn diffusion couples. Scripta Mater. 59, 411–413, 10.1016/j.scriptamat.2008.04.015 (2008).
Rijnders, M. R., Kodentsov, A. A., vanBeek, J. A., vandenAkker, J. & vanLoo, F. J. J. Pattern formation in Pt-SiC diffusion couples. Solid State Ionics 95, 51–59, 10.1016/s0167-2738(96)00578-4 (1997).
Bhanumurthy, K. & Schmid-Fetzer, R. Interface reactions between silicon carbide and metals (Ni, Cr, Pd, Zr). Compos. Part A-Appl. S. 32, 569–574, 10.1016/s1359-835x(00)00049-x (2001).
Gutman, I., Gotman, I. & Shapiro, M. Kinetics and mechanism of periodic structure formation at SiO2/Mg interface. Acta Mater. 54, 4677–4684, 10.1016/j.actamal.2006.05.048 (2006).
Chen, Y. C. et al. The mechanism of periodic layer formation during solid-state reaction between Mg and SiO2. Intermetallics 17, 920–926, 10.1016/j.intermet.2009.04.002 (2009).
Chen, C. C., Chen, S. W. & Chang, C. H. Solid/solid interfacial reactions between Sn-0.7 wt% Cu and Ni-7 wt% V. J. Mater. Res. 23, 1895–1901, 10.1557/jmr.2008.0235 (2008).
Mazaudier, F., Proye, C. & Hodaj, F. Further insight into mechanisms of solid-state interactions in UMo/Al system. J. Nucl. Mater. 377, 476–485, 10.1016/j.jnucmat.2008.04.016 (2008).
Oberhauser, S., Strobl, C., Schreiber, G., Wuestefeld, C. & Rafaja, D. Formation of periodic patterns in the (Ni,W)/Al diffusion couples. Surf. Coat. Tech. 204, 2307–2315, 10.1016/j.surfcoat.2009.12.027 (2010).
Motojima, K., Asano, T., Shinmei, W. & Kajihara, M. Kinetics of Solid-State Reactive Diffusion in the (Ni-Cr)/Sn System. J. Electron. Mater. 41, 3292–3302, 10.1007/s11664-012-2217-0 (2012).
Chen, Y. C., Zhang, X. F., Han, L. & Du, Z. W. Periodic layer formation during solid state reaction between Zn and CuTi. Mater. Lett. 76, 151–154, 10.1016/j.matlet.2012.02.063 (2012).
Kao, C. & Chang, Y. A theoretical analysis for the formation of periodic layered structure in ternary diffusion couples involving a displacement type of reactions. Acta Metall. Mater. 41, 3463–3472 (1993).
Van Loo, F., van Beek, J., Bastin, G. & Metselaar, R. On the layer sequence and morphology in solid-state displacement reactions. Oxid. Met. 22, 161–180 (1984).
Chen, C.-M. & Chen, C.-H. Interfacial reactions between eutectic SnZn solder and bulk or thin-film Cu substrates. J. Electron. Mater. 36, 1363–1371 (2007).
Cao, W. et al. PANDAT software with PanEngine, PanOptimizer and PanPrecipitation for multi-component phase diagram calculation and materials property simulation. CALPHAD 33, 328–342, 10.1016/j.calphad.2008.08.004 (2009).
Acknowledgements
The authors gratefully acknowledge the financial support from the National Science Council (NSC) in Taiwan (NSC101-2221-E-006-113). The authors also thank Dr. Leon Chou of Ethernal Research Institute of the Eternal Chemical Co., Ltd. for his helps on PI masking. Dr. Shuanglin Chen and Dr. Chuan Zhang of the CompuTherm LLC are appreciated for their assistances on CALPHAD thermodynamic modeling. Ted Knoy is appreciated for his editorial assistance.
Author information
Authors and Affiliations
Contributions
S.K.L. conceived and directed the research. M.Y.T., P.C.T. and B.H.H. performed the experiments, characterizations and CALPHAD modeling. S.K.L. supervised the research and contributed to manuscript preparation. All authors discussed the results and implications and commented on the manuscript at all stages.
Ethics declarations
Competing interests
The authors declare no competing financial interests.
Rights and permissions
This work is licensed under a Creative Commons Attribution-NonCommercial-NoDerivs 3.0 Unported License. The images in this article are included in the article's Creative Commons license, unless indicated otherwise in the image credit; if the image is not included under the Creative Commons license, users will need to obtain permission from the license holder in order to reproduce the image. To view a copy of this license, visit http://creativecommons.org/licenses/by-nc-nd/3.0/
About this article
Cite this article
Lin, Sk., Tsai, My., Tsai, Pc. et al. Formation of alternating interfacial layers in Au-12Ge/Ni joints. Sci Rep 4, 4557 (2014). https://doi.org/10.1038/srep04557
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/srep04557
This article is cited by
Comments
By submitting a comment you agree to abide by our Terms and Community Guidelines. If you find something abusive or that does not comply with our terms or guidelines please flag it as inappropriate.
