
Abstract
With the aim of preparing high performance oxide-dispersion-strengthened tungsten based alloys by powder metallurgy, the W-Y2O3 composite nanopowder precursor was fabricated by an improved wet chemical method with anion surfactant sodium dodecyl sulfate (SDS) addition. It is found that the employment of SDS can dramatically decrease W grain size (about 40 nm) and improve the size uniformity. What’s more, SDS addition can also remarkably improve the uniform dispersion of Y2O3 particles during the synthesis process. For the alloy whose powder precursor was fabricated by traditional wet chemical method without SDS addition, only a few Y2O3 dispersoids with size of approximate 10–50 nm distribute unevenly within tungsten grains. Nevertheless, for the sintered alloy whose powder precursor was produced by improved wet chemical method, the Y2O3 dispersoids (about 2–10 nm in size) with near spherical shape are dispersed well within tungsten grains. Additionally, compared with the former, the alloy possesses smaller grain size (approximate 700 nm) and higher relative density (99.00%). And a Vickers microhardness value up to 600 Hv was also obtained for this alloy. Based on these results, the employment of SDS in traditional wet chemical method is a feasible way to fabricate high performance yttria-dispersion-strengthened tungsten based alloys.
Similar content being viewed by others
Introduction
With many distinctive physical properties such as high melting point, low vapor pressure, good thermal conductivity, high strength at elevated temperatures, low coefficient of thermal expansion, low sputtering rate and low tritium inventory1,2,3,4,5,6, tungsten and tungsten-base alloys have been extensively applied in various fields, such as mechanical engineering7, electronics8, aerospace9 and fusion systems. However, intrinsic drawbacks, relatively high ductile-brittle transition temperature (DBTT) and serious embrittlement10,11,12, always limit their wide application.
It is well accepted that the brittleness of tungsten-base alloys is extremely sensitive to their microstructure including tungsten grain size, the uniformity of structure, porosity and grain boundary segregation of impurity elements. Above all, the ultrafine grained structure which depends on initial tungsten grain size, sintering process and the solubility of tungsten in bonding phase can significantly improve the strength and hardness of tungsten-base alloys11, 12. Adopting ultrafine composite powder precursor and rapid sintering rate is a highly effective way to obtain fine-grained tungsten-base alloys. Besides, a uniform distribution of bonding phase in tungsten matrix can enhance integrated mechanical properties of the materials, hence is also a key parameter for obtaining high-performance tungsten-base alloys13. On the other hand, the non-homogeneous structure is always the zone where stress concentration can occur easily, causing a reduction of composite material in strength. Moreover, it is a high degree of crystal disorder and impurity (e.g., N and O) segregation at grain boundaries that decrease the grain boundary cohesion, which is generally considered the predominant reason why tungsten-base alloys possess inadequate ductility14. In addition, high porosity is also detrimental to the performance of the materials. Thus, it is essential to prepare tungsten-base alloys with ultrafine grains, uniformly distributed dispersion phase particles and high relative density to enhance the comprehensive mechanical properties of the materials.
In recent years, lots of studies have reported that rare earth oxides including Y2O3, La2O3 and Ce2O3 have a positive effect on improving microstructure and mechanical properties of tungsten-based alloys. The machinability and recrystallization temperature of the materials are enhanced significantly because of the addition of these oxides15, 16. Besides, the oxides distributed at grain boundaries, as the obstacles for grain boundaries migration, can inhibit the growth of tungsten grains during sintering17. Finally, due to strong rare-earth-oxygen interactions, the rare earth oxides can gather impurity elements and purify grain boundaries18. In recent years, the oxide-doped tungsten composite powder precursors are mainly fabricated by mechanical alloying and emerging wet chemical method. However, it must be mentioned that the grain size of composite powder precursor is relatively large and the size distribution is quite wide19, 20. There is no denying that this kind of powder precursor will cause abnormal grain growth during subsequent SPS. Besides, the oxide particles in powder precursor distribute inhomogeneously and tend to agglomerate at grain boundaries to some extent, greatly weakening the improvement effect of rare earth oxides on the properties of tungsten-base alloys, especially the DBTT and recrystallization temperature. There is thereby an urgent need but it is still a significant challenge to prepare oxide-doped tungsten composite powder precursors consisted of uniformly ultrafine tungsten grains and homogeneously dispersed oxide grains. In previous papers, polyvinyl pyrrolidone (PVP) and polyethylene glycol (PEG) were added to prepare W-Y2O3 powder precursor and the tungsten (W) grain size is improved greatly due to the steric hindrance effect of organic molecules21, 22. However, the size and uniform distribution of Y2O3 particles within the W grains in the sintered W-Y2O3 alloy still need to be improved.
In present work, the W-Y2O3 composite powder precursor was synthesized by an improved wet chemical method where ultrasonic process and anion surfactant sodium dodecyl sulfate (SDS) were innovatively introduced. For comparison, W-Y2O3 composite powder precursor was also fabricated by traditional wet chemical method. It is found that the high-quality W-Y2O3 composite powder consisted of uniform nano W grains (about 40 nm) and homogeneously dispersed Y2O3 (about 2–10 nm) was successfully synthesized by the improved wet chemical method. After that, spark plasma sintering (SPS) was employed to prepare yttria-dispersion-strengthened tungsten based alloys. The sintered W-Y2O3 alloy whose powder precursor was fabricated by improved wet chemical method possesses smaller grain size and higher relative density than the sintered W-Y2O3 alloy whose precursor fabricated by traditional wet chemical method. Moreover, the oxide nanoparticles are dispersed within tungsten grains (about 2–10 nm) and at tungsten grain boundaries more uniformly in the former one and its Vickers microhardness is up to 600 Hv.
Experimental procedure
Yttria doped tungsten powder precursor with a nominal composition of W-5wt%Y2O3 was synthesized through a wet chemical process from (NH4)10[H2W12O42]·4H2O (APT) and yttrium nitrate hydrate Y(NO3)3·6H2O. 2 g of anion surfactant SDS and 2.57 g of yttrium nitrate hydrate were firstly dissolved in 120 ml of distilled water. After dispersing adequately under the condition of mechanical stirring and ultrasonic process, 20 g of APT was added into the solution. Then 20 ml of nitric acid (65–68%) was added into the solution for codeposition reaction. After 30 min, 140 ml of anhydrous ethanol was added into the formed suspension and left to react continuously for another 3 h. After that, the resulting suspension was filtered. The collected precipitate was washed with ethanol for four times to remove SDS and dried in vacuum drying oven at 60 °C for 24 h. Mechanical stirring and ultrasonic process were carried out throughout the whole process. The same procedure except SDS addition and ultrasonic process was used to synthesize another kind of W-Y2O3 composite powder.
The two kinds of as-obtained composite powder were calcined in a tube furnace, followed by reduction under pure hydrogen atmosphere. The calcination, 450 °C for 1 h, was carried out under argon atmosphere. However, the reduction was carried out in two steps, the first step at 600 °C for 3 h and the second step at 800 °C for 6 h. Finally, the powder was left in furnace to cool down to room temperature under hydrogen atmosphere.
A SPS machine “Dr. Sinter 1050” (Sumitoma coal mining company) was used to sinter these prepared powder precursors under vacuum condition. 10 g of each powder precursor was firstly pressed in a graphite die (12 mm in inner diameter) by manual. Then the die was placed into the SPS chamber. The temperature was firstly ramped to 600 °C and held for 2 min. Then the temperature was soared to 1600 °C and held for 2 min under a pressure of 50 Mpa. When the temperature was lower than 1500 °C, the heating rate was 100 °C/min. When the temperature was higher than 1500 °C, the rate was changed to 50 °C/min. The sintered alloy whose powder precursor was synthesized by traditional wet chemical method is denoted by sample 1 and the sintered alloy whose powder precursor was synthesized by improved wet chemical method is denoted by sample 2.
The phase composition and microstructure of the powder precursors and sintered alloys were examined by X-ray diffraction (XRD, D/MAX-2500) with Cu Kα radiation, scanning electron microscopy (SEM, Hitachi Model No. S 4800) and transmission electron microscopy (TEM, JEM-2100) equipped with EDX detector, respectively. The density of the sintered alloys was measured by Archimedes method (in water at room temperature). The Vickers microhardnesses of the sintered alloys were tested on the polished surfaces under 200 gf load and a dwell time of 20 s at room temperature.
Results and Discussion
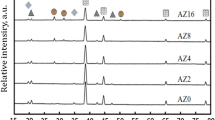
Figure 1 shows the XRD patterns of reduced W-Y2O3 composite powder precursors. Absence of other impurity phase peaks indicates that these composite powders have been reduced completely. Besides, it can be observed that the full width of half maximum (FWHM) of the peaks corresponding to tungsten become broader and the intensities of these peaks decrease after introducing SDS in traditional wet chemical method, which confirms the grain refining effect of SDS addition.

XRD patterns of the W-Y2O3 composite powder precursors fabricated by traditional and improved wet chemical method.
The SEM and TEM images of reduced W-Y2O3 composite powder precursors synthesized by improved and traditional wet chemical method are shown in Fig. 2. As seen from it, the powder precursor produced by traditional wet chemical method (Fig. 2a) consists of particles with two different morphologies. The larger particles with cubic shape have a size of 100–400 nm while the smaller particles (<50 nm) clustered into agglomerates present spherical shape. The TEM image corresponding to the powder precursor is shown in Fig. 2b and similar morphologies are also observed from it. The same bimodal size distribution in W-Y2O3 powder precursor was also observed by other researchers19, 20. Due to the huge specific surface area and large surface energy, the formed ultrafine tungstic acid crystal nucleuses have strong self-aggregation tendency, leading to grain growth during chemical reaction and then the appearance of bimodal size distribution after reduction. However, narrow size distributed tungsten grains are observed in the powder precursor synthesized by improved wet chemical method, as shown in Fig. 2c. Calculated using Scherrer’s formula, the average crystallite size of 39.6 nm was obtained for the composite powder precursor, which is in agreement well with the measured size from TEM (Fig. 2d). During the chemical reaction, the SDS adsorbed on the surfaces of tungstic acid crystal nucleuses will make them carry similar electric charges and then repel each other, hindering the crystal nucleuses from agglomeration and growth23. In addition, steric hindrance from SDS makes the grains dispersed, keeping good dispersibility. Thus, ultrafine grains with uniform size distribution can be obtained in the powder precursor in present work. Furthermore, for the powder precursor fabricated by improved wet chemical method, lots of nano-size particles (marked by black arrows) can be found within tungsten grains, as shown in Fig. 2d. In order to further confirm what these particles are, the high-resolution transmission electron microscopy (HR-TEM) image in the region was shown Fig. 3 and it is found that these particles are Y2O3. It is generally accepted that four oxygen atoms with negative charges on the polar head of SDS can interact with yttrium ions, forming complex precipitate that is mixed with APT uniformly23. When nitric acid is added in, the complex precipitate is dissolved and yttrium component exist mainly in the form of Y3+ ion. The liquid solution will promote the homogeneous mixing of the [H2W12O42]10− and Y3+ ions and they will react and co-precipitate out24. In addition, co-deposition also can occur between the formed tungstic acid crystal nucleuses and Y3+ ions25, enclosing Y2O3 particles within W grains after reduction and forming a core-shell structure that is confirmed by the observation in Fig. 3. Isolated by tungsten matrix, these Y2O3 particles can hardly aggregate each other, keeping original size uniformly during subsequent SPS. Therefore, SDS, as anion surfactant, is highly beneficial to uniformity distribution of Y2O3 grains at tungsten grain boundaries and within tungsten grains, besides the refining effect on tungsten grains, as discussed above.

(a) SEM images of the reduced W-Y2O3 composite powder precursor fabricated by traditional wet chemical method, (b) TEM images of the reduced W-Y2O3 composite powder precursor fabricated by traditional wet chemical method, (c) SEM images of the reduced W-Y2O3 composite powder precursor fabricated by improved wet chemical method and (d) TEM images of the reduced W-Y2O3 composite powder precursor fabricated by improved wet chemical method.

HRTEM image corresponding to a small region in Fig. 2d.
The SEM images of sintered W-Y2O3 alloys with these two powder precursor are presented in Fig. 4. It is found that the average grain size of sample 1 and sample 2 are 5.82 and 0.76 μm, respectively. It means that the usage of powder precursor prepared by improved wet chemical method can lead to much more refined tungsten grains in the final sintered alloys than that prepared by traditional wet chemical method. From the SEM and TEM images (Fig. 2) and XRD patterns (Fig. 1) of the powder precursors, it is clear that the initial grain size of the powder precursor corresponding to sample 1 is much larger than that of sample 2. Besides, according to Ostwald ripening mechanism, the bimodal size distribution of tungsten grains observed in the powder precursor of sample 1 (Fig. 2a and b) will significantly lead to the abnormal grain growth during subsequent SPS. Compared with sample 1, the ultrafine and uniformly distributed Y2O3 grains in the powder precursor of sample 2 can hinder the grain boundary migration more effectively according to the Zener drag effect24, also contributing to the smaller W grain size. Therefore, based on the combined effect of these factors mentioned above, sample 2 possesses finer grains after SPS than sample 1. Till now, considerable research efforts have been devoted to prepare W-Y2O3 alloy with small grain size and high relative density simultaneously. However, a good balance between them is always difficult to be achieved in previous studies17, 26. With nearly full densification, the grain size of W-Y2O3 alloy fabricated by improved wet chemical method and subsequent SPS in our work is much smaller than that reported in previous studies.

SEM images of the fracture surfaces (a) W-Y2O3 alloy fabricated by traditional wet chemical method and subsequent SPS, (b) W-Y2O3 alloy fabricated by improved wet chemical method and subsequent SPS.
Furthermore, many black particles (marked by black circles) distributed at grain boundaries can be observed for both samples in Fig. 4. Confirmed by the results of EDX spectrum, these particles are Y2O3 phase. One can also see that the Y2O3 particles in sample 1 are slightly larger than the ones in sample 2 and the size uniformity of the former is not so good as that of the latter, which is well in accord with the effect of SDS addition on the Y2O3 uniform distribution, as discussed above. To further investigate the detailed microscopic features within tungsten grains, the microstructures of both sintered alloys were characterized by TEM (Fig. 5). It is obvious that the size and distribution of Y2O3 particles (marked by black arrows) are significantly different for the two alloys. For sample 2 (Fig. 5b), Y2O3 particles with size from 2 to 10 nm are homogeneously dispersed within tungsten grains. Nevertheless, very few Y2O3 particles with size from 10 to 50 nm are found within tungsten grains of sample 1 (Fig. 5a). At the initial phase of SPS sintering, the W and Y2O3 grains are very small and the velocity of W grain boundary migration is larger than the speed of Y2O3 particles movement because of high driving force. Then, the grain boundaries will cross partial Y2O3 particles dispersed at W grain boundaries so that form the intragranular structure except that formed in powder precursor (Fig. 3). With tungsten grains growing up, the driving force for grain boundary migration decreases and is close to the pinning force provided by Y2O3 particles, resulting in these Y2O3 particles still staying at grain boundaries27, 28. Besides, due to the aggregation and coarsening effects during SPS24, these Y2O3 particles will diffuse, aggregate and grow up. Therefore, the smaller initial W and Y2O3 grains are, the more Y2O3 particles distributed at grain boundaries will be enclosed within W grains during subsequent SPS. Based on the analysis, it is understandable that only a few Y2O3 dispersoids with size of approximate 10–50 nm distribute unevenly within tungsten grains of sample 1 and the majority of them distribute at grain boundaries when comparing with sample 2.

TEM images of the tungsten grain interior corresponding to W-Y2O3 alloy fabricated by (a) traditional wet chemical method and subsequent SPS and (b) improved wet chemical method and subsequent SPS.
The HRTEM images of Y2O3 particles within tungsten grains for both samples are shown in Fig. 6. Different from the near spherical Y2O3 particles within tungsten grains of sample 2 (Fig. 6c), the Y2O3 particles within tungsten grains of sample 1 (Fig. 6a and b) have various shapes. For the powder precursor produced by improved wet chemical method, due to the highly homogeneous distribution of yttrium component under the action of SDS, the adjacent yttrium component will aggregate, crystallize and then form spherical Y2O3 particles during calcination. However, without SDS addition, the inhomogeneous distribution of yttrium component will result in larger Y2O3 particles with various shapes. At the same time, the distance of Y2O3 particles moving is restricted by low temperature of thermal processing (calcination and reduction) and W matrix, resulting in nano-sized Y2O3 particles after reduction. During the process of SPS, grain boundary migration makes partial Y2O3 particles at grain boundaries enclosed within W grains for the two samples, as described above. Compared with spherical Y2O3 particles, the particles with other shapes have higher surface energy and tend to spheroidize spontaneously during SPS according to the principle of minimum energy. Nevertheless, the remarkable features of SPS, fast heating rate and short sintering time, restrict the spherical conversion. So, a conclusion can be drawn that SDS addition also can remarkably control the size, shape and uniformity distribution of Y2O3 particles within tungsten grains.

HRTEM images of Y2O3 particles within tungsten grain of W-Y2O3 alloy fabricated by (a) and (b) traditional wet chemical method and subsequent SPS, (c) improved wet chemical method and subsequent SPS.
The relative density, grain size and Vickers microhardness of the sintered W-Y2O3 alloys are listed in Table 1. The relative density of sample 1 and 2 is 96.28% and 99.00%, respectively. There are several reasons behind the density difference between these two samples. On the one hand, with smaller grain size and narrower size distribution, the powder precursor corresponding to sample 2 possesses higher sintering activity than the powder precursor of sample 1, resulting in this kind of powder precursor being consolidated more easily at the same sintering condition in the subsequent SPS process. On the other hand, compared with sample 1, a more uniform Y2O3 distribution in the powder precursor of sample 2 is in favor of sintering densification. As listed in Table 1, the Vickers microhardness of sample 2 was measured to be 598.74 Hv, much higher than that of sample 1. The higher Vickers microhardness originates from finer grains and higher relative density, as shown in Table 1. Besides, large quantities of Y2O3 particles within W grains of sample 2 increase the mean projection area that is proportional to intersection probability between dislocations and Y2O3 particles29. Thus, compared with sample 1, the oxide particles uniformly dispersed within W grains of sample 2 can generate, pin down and accumulate dislocations within W grains more effectively, contributing to the increase of microhardness significantly. A hardness value of about 393 Hv was obtained by sintering W-1.15 wt%Y2O3 powder precursor at same temperature for 3 min, which results from the larger grain size (7.07 μm)19. When the same relative density (99%) was obtained by sintering the W-5wt%Y2O3 powder precursor prepared by mechanical alloying, growth of tungsten grain (3.7 μm) makes the hardness value of 525 Hv lower than that in this paper17. In addition, for the W-Y2O3 powder precursor fabricated by sol-gel with PEG addition, the sintered alloy possesses a hardness value of about 600 Hv. However, the relative density of the sintered alloy is only 93.8%22. Compared with these previous results, our sample fabricated by improved wet chemical method and subsequent SPS possesses not only high microhardness but also ultrafine grains and high relative density.
Conclusions
Yttria-dispersion-strengthened tungsten based alloy was fabricated by an improved wet chemical method where anion surfactant SDS was introduced and subsequent SPS. For comparison, the W-Y2O3 alloy was also produced by traditional wet chemical method and subsequent SPS. It is found that SDS addition has a significantly positive effect on the size uniformity and refinement of tungsten grain as well as the homogeneous distribution of Y2O3 particles. This high-quality W-Y2O3 composite powder can serve as good precursor for the sintering of high-performance yttria-dispersion-strengthened tungsten based alloys. For the alloy whose powder precursor was produced by improved wet chemical method, the microstructure characterization shows that the Y2O3 particles are dispersed both within tungsten grains (2–10 nm) and at the tungsten grain boundaries homogeneously. However, the majority of Y2O3 particles in the form of large agglomerations are dispersed at grain boundaries and only a few Y2O3 particles with size of 10–50 nm are distributed within tungsten grains non-uniformly in the W-Y2O3 alloy whose powder precursor was fabricated by traditional wet chemical method. Moreover, the W-Y2O3 alloy prepared by improved wet chemical method and subsequent SPS possesses the smaller grain size (0.76 μm) and the higher relative density (99.00%) than that produced by traditional wet chemical method and subsequent SPS. Besides, its Vickers microhardness is up to 600 Hv. All these results suggest that the introduction of SDS surfactant into traditional wet chemical method is a promising way to obtain high quality composite powder precursor for fabricating high performance oxide-dispersion-strengthened tungsten based alloys.
References
Šmid, I. et al. Lifetime of Be-, CFC- and W-armoured ITER divertor plates. J. Nucl. Mater. 233, 701–707 (1996).
Zhang, S., Wen, Y. & Zhang, H. Low temperature preparation of tungsten nanoparticles from molten salt. Powder Technol. 253, 464–466 (2014).
Tokar, M. Z., Coenen, J. W., Philipps, V., Ueda, Y. & Team, T. Tokamak plasma response to droplet spraying from melted plasma-facing components. Nucl. Fusion. 52, 013013 (2012).
Moitra, A. et al. Investigation on sintering mechanism of nanoscale tungsten powder based on atomistic simulation. Acta Mater. 58, 3939–3951 (2010).
Norajitra, P. et al. Development of a helium-cooled divertor: material choice and technological studies. J. Nucl. Mater. 367–370, 1416–1421 (2007).
Norajitra, P. et al. Development of a helium-cooled divertor concept: design-related requirements on materials and fabrication technology. J. Nucl. Mater. 329–333, 1594–1598 (2004).
Voevodin, A. A. & Zabinski, J. S. Nanocomposite and nanostructured tribological materials for space applications. Compos. Sci. Technol. 65, 741–748 (2005).
Deb, S. K. Opportunities and challenges in science and technology of WO3 for electrochromic and related applications. Sol. Energy Mater. Sol. Cells 92, 245–258 (2008).
Zheng, X. et al. Research development of refractory metal materials used in the field of aerospace. Rare Metal Mat. Eng. 40, 1871–1875 (2011).
Kurishita, H. et al. Development of ultra-fine grained W-(0.25-0.8)wt%TiC and its superior resistance to neutron and 3 MeV He-ion irradiations. J. Nucl. Mater. 377, 34–40 (2008).
Smid, I., Akiba, M., Vieider, G. & Plöchl, L. Development of tungsten armor and bonding to copper for plasma-interactive components. J. Nucl. Mater. 258–263, 160–172 (1998).
Kurishita, H. et al. Development of ultra-fine grained W-TiC and their mechanical properties for fusion applications. J. Nucl. Materi. 367, 1453–1457 (2007).
Chen, W. G., Kang, Z. Y. & Ding, B. J. Nanostructured W-La2O3 electrode materials with high content La2O3 doping. Mater. Lett. 59, 1138–1141 (2005).
Miller, M. K., Kenik, E. A., Mousa, M. S., Russell, K. F. & Bryhan, A. J. Improvement in the ductility of molybdenum alloys due to grain boundary segregation. Scr. Mater. 46, 299–303 (2002).
Veleva, L., Oksiuta, Z., Vogt, U. & Baluc, N. Sintering and characterization of W-Y and W-Y2O3 materials. Fusion Eng. Des. 84, 1920–1924 (2009).
Yar, M. A. et al. Chemically produced nanostructured ODS-lanthanum oxide-tungsten composites sintered by spark plasma. J. Nucl. Mater. 408, 129–135 (2011).
Kim, Y., Lee, K. H., Kim, E.-P., Cheong, D.-I. & Hong, S. H. Fabrication of high temperature oxides dispersion strengthened tungsten composites by spark plasma sintering process. Int. J. Refract. Met. Hard Mater. 27, 842–846 (2009).
Mueller, A. J., Bianco, R. & Buckman, R. W. Evaluation of oxide dispersion strengthened (ODS) molybdenum and molybdenum-rhenium alloys. Int. J. Refract. Met. Hard Mater. 18, 205–211 (2000).
Yar, M. A., Wahlberg, S., Abuelnaga, M. O., Johnsson, M. & Muhammed, M. Processing and sintering of yttrium-doped tungsten oxide nanopowders to tungsten-based composites. J. Mater. Sci. 49, 5703–5713 (2014).
Wahlberg, S. et al. Fabrication of nanostructured W-Y2O3 materials by chemical methods. J. Mater. Chemi. 22, 12622 (2012).
Kamal, S. S. K. et al. Synthesis of high purity tungsten nanoparticles from tungsten heavy alloy scrap by selective precipitation and reduction route. J. Alloys Compd. 678, 403–409 (2016).
Liu, R., Wang, X. P., Hao, T., Liu, C. S. & Fang, Q. F. Characterization of ODS-tungsten microwave-sintered from sol-gel prepared nano-powders. J. Nucl. Mater. 450, 69–74 (2014).
Cao, X. L., Lu, K., Cui, X. H., Shi, J. & Yuan, S. L. Interactions between anionic surfactants and cations. Acta Phys. -Chim. Sin. 26, 1959–1964 (2010).
Liu, G. et al. Nanostructured high-strength molybdenum alloys with unprecedented tensile ductility. Nat. Mater. 12, 344–350 (2013).
De Roo, J., De Keukeleere, K., Hens, Z. & Van Driessche, I. From ligands to binding motifs and beyond; the enhanced versatility of nanocrystal surfaces. Dalton Trans. 45, 13277–13283 (2016).
Yar, M. A. et al. Spark plasma sintering of tungsten-yttrium oxide composites from chemically synthesized nanopowders and microstructural characterization. J. Nucl. Mater. 412, 227–232 (2011).
Wang, X. et al. Formation mechanism of intragranular structure in nano-composites. Trans. Nonferrous Met. Soc. China 14, 265–269 (2004).
He, Y. D., Chen, M. A. & Zhang, X. M. Study on interaction course between second phase particle and its precipitate free zone and grain boundary for Al-Zn-Mg-Cu alloy. Rare Metal Mat. Eng. 38, 2093–2099 (2009).
Chang, K. N., Feng, W. M. & Chen, L. Q. Effect of second-phase particle morphology on grain growth kinetics. Acta Mater. 57, 5229–5236 (2009).
Acknowledgements
The authors are grateful to the National Natural Science Foundation of China (Grant No. 51574178) and China National Magnetic Confinement Fusion Energy Research Program (Grant No. 2015GB119001). Y.Y. and Z.A.A. are grateful to the Deanship of Scientific Research, King Saud University for funding through Vice Deanship of Scientific Research Chairs.
Author information
Authors and Affiliations
Contributions
Z.M. designed the experimental scheme. Z.D. and N.L. prepared the samples and did most of the characterizations. C.L., Q.G. and Y.L. helped with the experiment and data analysis. Y.Y., Z.A.A. and M.A.H. helped with organizing manuscript and providing valuable discussion.
Corresponding author
Ethics declarations
Competing Interests
The authors declare that they have no competing interests.
Additional information
Publisher's note: Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this license, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Dong, Z., Liu, N., Ma, Z. et al. Microstructure Refinement in W-Y2O3 Alloy Fabricated by Wet Chemical Method with Surfactant Addition and Subsequent Spark Plasma Sintering. Sci Rep 7, 6051 (2017). https://doi.org/10.1038/s41598-017-06437-z
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41598-017-06437-z
This article is cited by
-
Additive manufacturing of tungsten, tungsten-based alloys, and tungsten matrix composites
Tungsten (2023)
-
Properties and microstructure of oxide dispersion strengthened tungsten alloy prepared by liquid-phase method: a review
Tungsten (2023)
-
Microstructure, Tensile Flow and Work Hardening Behavior of W–Ni–Fe Alloys: Effect of Co and Co + Mo Additions
Metallography, Microstructure, and Analysis (2020)
-
Thermal Stability and Grain Growth Kinetics of Ultrafine-Grained W with Various Amount of La2O3 Addition
Metallurgical and Materials Transactions A (2020)
-
Influence of Yttrium Addition on the Reduction Property of Tungsten Oxide Prepared via Wet Chemical Method
Acta Metallurgica Sinica (English Letters) (2020)
Comments
By submitting a comment you agree to abide by our Terms and Community Guidelines. If you find something abusive or that does not comply with our terms or guidelines please flag it as inappropriate.
