
Abstract
A microbial fermentation system was designed to convert glucose to 4-hydroxyphenyllactic acid (DHPA), which is an aromatic-containing derivative of lactic acid. By methylation, DHPA was transformed to a diol monomer for synthesis of bio-based polyesters with benzene rings in their backbone. The polycondensation of the DHPA diol was performed with a series of aliphatic diacid chlorides to produce semi-aromatic polyesters with glass-transition temperatures <45 °C. By polycondensation with aromatic diacylchlorides, such as terephthaloyl chloride and isophthaloyl chloride, thermally stable DHPA-based polyesters with glass-transition temperatures as high as 130 °C were obtained.
Similar content being viewed by others

Introduction
Due to the potential for fossil fuel resource depletion in the near future, the exploration of renewable resources of polymeric materials is an important task for a sustainable industry. The renewable polymer precursors employed in engineering chemistry can be found in conjunction with biosynthetic technologies that use microbial systems to produce bio-based polymers.1, 2 Among bio-based polymeric materials, bio-based polyesters, such as polylactates and polyhydroxyalkanoates, have been widely developed for use as plastic objects in commodity and medical applications.2, 3, 4 However, the application of conventional bio-based polyesters is limited. For example, polyglycolate, polylactic acid and polyhydroxybutyrate have low glass-transition temperature values (Tg) of 37 °C, 60 °C and 0 °C, respectively. Therefore, their shapes are unstable at application temperatures.3 As a result, renewable monomers that can improve the thermomechanical properties of bio-based polymers are needed. The introduction of an aromatic moiety into polymer-building blocks is one efficient method for increasing the heat resistance (for example, Tg) of polymers. For example, when polymer units are differentiated from ethylene groups to phenylene groups, the Tg value of poly(ethylene oxide) increased from 0 to 250 °C in poly(p-phenylene oxide).4, 5
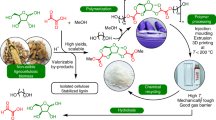
In this study, we focused on aromatic microbial derivatives of lactic acid. As previously reported, a polyester (that is, poly(d-phenyl-β-lactic acid)), whose monomer is a lactic acid derivative with a phenyl ring as a bulky side chain, was prepared to increase the Tg values of polylactate-derived polyester.6, 7 However, the Tg of the polyesters were unexpectedly as high as that of the conventional poly(lactic acid) (PLA), indicating that the phenyl side group does not increase the Tg. Next, we attempted to incorporate the phenyl ring into the main backbone using another microbial monomer (that is, d-4-hydroxy-β-phenyllactic acid (DHPA)). To ferment DHPA, Corynebacterium glutamicum strains, which are widely used for industrial amino acid productions, were employed. In particular, the tyrosine-fermenting ATCC21573 strain converts glucose to 12 g l−1 tyrosine.8 This strain harbored mutations on genes for the shikimate pathway that limits aromatic amino acid biosynthesis in wild-type C. glutamicum through feed-back inhibition of biosynthetic enzymes. The tyrosine biosynthesis pathway employs 4-hydroxyphenylpyruvic acid as an intermediate, which is a potential substrate that can be reduced to 4-hydroxyphenyllactic acid (Figure 1a). This study created artificial metabolic pathways for efficient fermentation of biomass glucose to 4-hydroxyphenyllactic acid using a combination of tyrosine-overproducing bacterium and phenylpyruvate reductase (PPR) from the phenyllactic acid-producing fungus Wickerhamia fluoresens, which can reduce 4-hydroxyphenylpyruvate, as well as phenylpyruvate.9 The carboxylic group of the resulting DHPA was protected for subsequent use as a diol monomer for the polyesters. The polyesters produced by methylated DHPA polycondensation with a series of aliphatic and aromatic diacid chlorides exhibited a very high Tg of 130 °C.

(a) Synthetic metabolic pathway producing 4-hydroxy-β-phenyllactic acid. (1) DHPA; (2) l-4-hydroxy-β-phenyllactic acid; (3) l-tyrosine; (4) 4-hydroxy-β-phenylpyruvate. (b) Bioconversion of l-tyrosine to DHPA by C. glutamicum strains. (top) Standard reagent of DL-4-hydroxy-β-phenyllactic acid, (middle) C. bacterium pPK4/pprA. (bottom) C. glutamicum pPK4/ldhA. The cells were incubated in a 1 M phosphate buffer (pH 7.2) containing 1 g l−1 l-tyrosine at 37 °C. DHPA, 4-hydroxyphenyllactic acid.
Experimental Procedure
Materials
Corynebacterium glutamicum ATCC21573 was obtained from the American Type Culture Collection (Manassas, VA, USA), and stored at −80 °C in 20% glycerol. Terephthaloyl chloride and isophthaloyl chloride (purchased from Tokyo Chemical Industry—TCI, Tokyo, Japan) were purified by recrystallization in anhydrous hexane (99.5%, purchased from TCI). Anhydrous methanol (99.5%, purchased from Sigma-Aldrich, Tokyo, Japan), anhydrous pyridine (99.5%, purchased from TCI), anhydrous 1-methyl-2-pyrolidinone (NMP; 99.5%, purchased from TCI) and anhydrous N,N-dimethylacetamide (DMAc; 99.5%, purchased from Sigma-Aldrich) were used as solvents without further purification. Trimethylsilyl chloride (purchased from Shin-Etsu Chemical, Tokyo, Japan) was used as a condensation reagent. Succinyl chloride (4C), glutaryl chloride (5C), adipoyl dichloride (6C), pimeloyl chloride (7C), suberoyl chloride (8C), azelaoyl chloride (9C) and sebacoyl chloride (10C) (98% purchased from TCI) were used as monomers after purification by distillation.
Preparation of microbial DHPA
Plasmid construction
A complementary DNA fragment encoding W. fluorescens pprA (AB621792) was amplified using PCR and the pprA-f (5′-AAGGAGCCTTCGCCTCTATGAAAAAGCCTCAGGTCCTTA-3′) and pprA-r (5′-GTCGACTCAAACTACAAGATTCATTTCTT-3′) primers.9 The gene promoter of C. glutamicum sp B (PcspB) was amplified using the csp-f (5′-GGATCCAAATTCCTGTGAATTAGCTGATT) and csp-r (5′-TAAGGACCTGAGGCTTTTTCATAGAGGCGAAGGCTCCTT-3′) primers. These DNA fragments were fused using PCR, digested with BamHI and SalI, and cloned into the C. glutamicum–Escherichia coli shuttle vector pPK4.10 DNA fragment encoding Pediococcus acidilactici TISTR953 ldhA (AB776697) was amplified using the bacterial total DNA and ldhA-f (5′-AAGGAGCCTTCGCCTCTATGTCTAATATTCAAAATC-3′) and ldhA-r (5′-GCCTCGAGTTATTTGTCTTGTTTTTCAG-3′) primers, fused to PcspB, digested with BamHI and XhoI, and ligated to pPK4 to generate the pPK4/ldhA plasmids.
Bioconversion of tyrosine to phenyllactic acid derivatives
The C. glutamicum strains were pre-cultured in 5 ml of LB (10 g tryptone, 5 g yeast extract and 5 g NaCl, 50 mg kanamycin sulfate per l) for 24 h at 30 °C. The pre-culture inoculated 50-ml culture medium sample (5 g KH2PO4, 2.5 g K2HPO4, 1.5 g MgSO4 7H2O, 10 g (NH4)2SO4, 10 mg FeSO4 7H2O, 10 mg MnCl2 4H2O, 5 mg CuSO4 5H2O, 5 g yeast extract, 10 g peptone, 1.0 mg thiamine HCl, 0.5 mg biotin, 10 g CaCO3, 50 mg kanamycin sulfate per l, pH 6.8) in 500-ml flasks were shaken at 120 r.p.m. and 30 °C for 12 h. After the optical density reached 6.0, the cells were collected and incubated in 0.5 ml of 1 M potassium phosphate (pH 7.2), 30 mM glucose and 1.0 g l−1 l-tyrosine at 30 °C and 120 r.p.m. for 10 h.
Fermentation in fed-batch culture
Bacteria were pre-cultured as described above. The fed-batch cultures were incubated at 30 °C in a 1.0 l fermenter (BMJ-01, Biott, Japan) containing 0.4 l of fermentation medium (5 g KH2PO4, 2.5 g K2HPO4, 1.5 g MgSO4 7H2O, 15 g (NH4)2SO4, 10 mg FeSO4 7H2O, 10 mg MnCl2 4H2O, CuSO4 5H2O, 3.0 g urea, 2.0 g yeast extract, 2.0 mg thiamine HCl, 1.0 mg biotin, 0.1 g phenylalanine, 50 mg kanamycin sulfate per l) with agitation at 250 to 500 r.p.m. and 0.2 to 0.5 l min−1 of aeration. The pH was monitored using a pH electrode and maintained at 6.8 by adding 5 M NaOH. Peristaltic pumps fed the cultures with glucose (500 g l−1) and phenylalanine (3.5 g l−1 each) every hour. Tyrosine, phenylalanine and DHPA were analyzed using high-performance liquid chromatography as described by Fujii et al.9 Glucose, acetic acid and lactic acid were measured using a glucose test kit (Wako, Osaka, Japan) and the F-kit (Merck, Darmstadt, Germany), respectively.
Extraction and purification of fermented product
The culture supernatant (400 ml) was acidified with 1 M HCl, extracted with ethylacetate/hexane (3:1 v/v) and evaporated. The resulting pellet was dissolved in deionized water at 90 °C. A crude DHPA fraction that was precipitated after incubation at 10 °C for 1 h was redissolved in 20 ml of deionized water at 90 °C. Gentle agitation with 10 g of Sepabeads (Mitsubishi Chemical, Tokyo, Japan) was employed to remove the contaminants, and crude DHPA was precipitated on ice. Three washes with 10 ml of 10% methanol eluted a portion of DHPA from the Sepabeads, which were also precipitated in water at −20 °C. These fractions were combined and mixed with acetonitrile, and then the insoluble materials were removed by filtration. More than 99% pure DHPA was obtained by crystallizing in methanol/chloroform=2:5 at −20 °C.
Monomer syntheses
The carboxylic acid group of DHPA was methylated using the following procedure. DHPA (500 mg, 2.75 mmol) was dissolved in anhydrous methanol (2.75 ml, 68.75 mmol) which was used as a solvent and reactant in the presence of trimethylsilyl chloride (445 mg, 5.5 mmol) of 1.5 equiv. to DHPA in a round bottom flask (30 ml) equipped with a magnetic stirrer bar (Scheme 1a). After magnetic agitation at 25 °C for 24 h, the reaction mixture was cooled to room temperature, and then, the HCl eliminated from the reaction was neutralized by addition of NaHCO3. Methanol was evaporated in vacuo to obtain a pale-yellow sticky liquid. The liquid was dissolved in water, and ethyl acetate was added. Then, methylated DHPA was extracted over the organic layer. Ethyl acetate was evaporated in vacuo after drying by dehydrated magnesium sulfate, and the remaining powder was recrystallized over diethylether to afford crystalline needles (yield: 95%). The crystal structures were confirmed to be methylated DHPA by proton nuclear magnetic resonance (1H-NMR) spectroscopy.
Polymer syntheses
A representative polyester(poly((methyl d-4-hydroxyl-β-phenyllactate)-4,α-diyl)succinate)) was prepared via polycondensation of methylated DHPA with succinyl chloride as follows (Scheme 1b). Methylated DHPA (200 mg, 1 mmol) was dissolved in anhydrous tetrahydrofuran (1 ml, 1 M) in a sealed round bottom flask (10 ml) in a nitrogen atmosphere, and pyridine (2.5 ml, 2.5 mmol (2.5 equiv.)) was added. A DMAc solution (1 ml, 99.5%) containing succinyl chlorides (147 mg, 1 mmol) was added drop wise into the reaction solution at 0 °C, and the solution spontaneously warmed to room temperature. The reaction mixture was further stirred by magnetic stirrer for 1 h at room temperature, and a viscous reaction solution was obtained. The resulting solution was poured into a large amount of water (20 equiv. volume) to remove the pyridine HCl salts, short oligomers, DMAc, and then the solid polymers were precipitated. The polymers were collected by filtration and dried under reduced pressure at 60 °C. The structures of the prepared polymer were confirmed by their 1H-NMR spectra. Other alkandioyldichlorides were used to prepare a series of poly((d-β-phenyllactic acid methyl)-4,α-diyl)alkanedioate) PDHPA-nC, where n is the carbon number of the alkylene chains, by a similar procedure with the previously mentioned polycondensation using succinyl chloride. However, the polymerization was carried out in DMAc at room temperature for glutaryl chlorides, adipoyl chlorides, pimeloyl chlorides, suberoyl chlorides, azelaoyl chlorides and sebacoyl chlorides. Aromatic diacylchlorides, such as terephthaloyl chloride and isophthaloyl chloride, were also used for polycondensation and purified by an analogous procedure with succinyl chloride. However, the reaction proceeded under reflux conditions for 12 h.
Fiber processing for mechanical test
The prepared polymers were maintained in a soft state at a temperature that was slightly higher than the corresponding Tg. An initial head of fiber was removed from the bulky soft polymer and attached to a Teflon roller with a 1-cm radius, and the rotation speed was controlled by a three-one motor (Shinto Scientific Co. Ltd., Tokyo, Japan) at 5 r.p.m. (0.5 cm s−1 in linear velocity).
Hydrolytic degradation test
About 10 mg of the purified polymer sample was dissolved in DMAc (0.5 ml, 50%) and then poured into 5 ml of a phosphate-buffered solution (pH 7.4) to yield emulsion-like liquids followed by stirring at 80 °C. The hydrolysis samples were collected at 24, 48, 72 and 96 h. After hydrolytic degradation, the samples were rinsed with methanol to be precipitated, filtered and dried under a reduced pressure of 100 Pa at 60 °C followed by drying at 40 °C under reduced pressure for 72 h.
Measurements
The weight average molecular weight (Mw), number average molecular weight (Mn) and polydispersed index of the resulting polymers were determined using gel permeation chromatography in N,N-dimethylformamide at 40 °C using a Shodex GPC-101 system (Shodex, Tokyo, Japan with two tandem TSK gel KD-803 and KD-807 columns, calibrated with pullulan standard; Shodex-P82 purchased from Shodex). The 10%-decomposed temperatures (T10) of the resulting polymers were determined by thermal gravimetric analyses (SSC/5200 SII Seiko Instruments, Tokyo, Japan) from room temperature to 700 °C at a heating ratio of 10 °C min−1 under a nitrogen atmosphere. The thermal properties of the resulting polymers were characterized using differential scanning calorimetry (DSC; EXSTAE6100, Seiko Instruments) to observe the Tg in a second heating at a scanning ratio of 10 °C min−1 from 50 to 250 °C in nitrogen. The ester formation was monitored by Fourier transform infrared spectroscopy (FT-IR; Spotlight 400, Perkin Elmer, Boston, Massachusetts, USA), and polymer structures were confirmed by 1H-NMR spectra using a 400 MHz NMR spectrometer (Avance III, Brucker, Chiba, Japan) in a DMSO-d6 solution. The refractive indices of the thin films were evaluated by an Abbe refractometer (NRA 1 T, Atago, Tokyo, Japan) at 589 nm. The transparency was recorded on a Perkin Elmer Lambda 25UV/Vis spectrometer (Perkin Elmer) at 450 nm. The tensile measurements of the polymer fibers were carried out at an elongation speed of 0.5 mm min−1 on a tensiometer (Instron 3365, Instron, Kawasaki, Japan) at room temperature.
Results and Discussion
Biomonomer synthesis
We constructed the transformant C. glutamicum pPK4/pprA expressing the PPR-encoding pprA under the cspB gene promoter. After incubating the strain and 1 g l−1 tyrosine for 10 h, we detected 4-hydroxyphenyllactic acid, and high-performance liquid chromatographyanalysis indicated that the generated 4-hydroxyphenyllactic acid was DHPA with >99.9% optical purity (Figure 1b). The specific optical rotation (that is, [α]25D=14) was similar to that of d-phenyllactic acid ([α]25D=17). Less than 0.01 g l−1 was detected due to the control reactions using C. glutamicum ATCC21573, which expresses pprA, indicating that the transformant produced chiral DHPA from tyrosine. Because the bacterium produced aminotransferases of tyrosine, it generated DHPA from tyrosine deamination to 4-hydroxyphenylpyruvate (Figure 1a), and PPR the encoded d-specific dehydrogenase of pyruvate derivatives was confirmed.9 The replacement of the pprA gene with ldhA encoding l-lactate dehydrogenase resulted in bacterial conversion of tyrosine to l-4-hydroxy-β-phenyllactic acid (Figure 1b).
The C. glutamicum pPK4/pprA strain was fed-batch cultured with controlled glucose concentrations in jar fermenters. The cultures were typically fed with 1.0–1.7 g l−1 per h glucose and 0.01 g l−1 per h phenylalanine to maintain concentrations of <2.0 g l−1 and 0.1 g l−1, respectively, during culture (Figure 2a). The aeration and agitation were adjusted to ensure efficient growth and DHPA production. The bacteria accumulated DHPA in the culture medium, and the production and yield (vs glucose) of DHPA over 120 h were 11 g l−1 and 7%, respectively (Figure 2a). These values per optical density gradually decreased after 60 h due to increasing lactic acid accumulation (Figure 2b), which may limit bacterial DHPA production. The fermented DHPA was purified from the culture medium to more than 99% purity with 40% yield using the method described in the Experimental section. The purity of DHPA and its methylated product were confirmed by 1H-NMR spectroscopy (Supplementary Figure S1).

Fermentative production of DHPA by C. glutamicum pPK4/pprA. (a) Time-dependent changes in glucose, 4-hydroxyphenyllactic acid, and optical density (O.D.). (b) Accumulation of amino acids, acetic acid and lactic acid. The strain was cultured in a jar fermenter containing 0.4 l of fermentation medium at 30 °C. The culture pH was maintained at 6.8 using 5 M NaOH. The glucose concentration was maintained at ~2 to 5 g l−1 using a 500 g l−1 glucose solution. The aerating and stirring conditions were as follows: A, 0.2 l min−1 and 250 r.p.m.; B, 0.2 l min−1 and 400 r.p.m.; C, 0.35 l min−1 and 400 r.p.m.; D, 0.45 l min−1 and 400 r.p.m.; E, 0.5 l min−1 and 500 r.p.m. DHPA, 4-hydroxyphenyllactic acid.
Polymerization of methylated DHPA with aliphatic diacids
DHPA is a multifunctional lactic acid derivative whose carboxylic acid is protected by a methyl group to function as a diol monomer (1H-NMR spectrum shown in Supplementary Figure S2). Polycondensation of methylated DHPA with various aliphatic diacid chlorides (nC), such as succinyl (4C), glutaryl (5C), adipoyl (6C), pimeloyl (7C), suberoyl (8C), azelaoyl (9C) and sebacoyl (10C) dichloride, was performed to create PDHPA-nCs, where n is the carbon number of the aliphatic diacid chloride moiety. The resulting PDHPA-nCs were obtained as light yellow powders. The maximum Mn and Mw values of PDHPA-nC ranged from 4.0 × 103 to 9.8 × 103 and 8.0x103 to 1.6 × 104 g mol−1, respectively, and the polydispersity index ranged from 1.51 to 2.46 (Table 1). 1H-NMR, FT-IR analyses indicated the formation of the desired polyester structures (Supplementary Figures S5 to S10). PDHPA-nCs were soluble in acetone, N,N-dimethylformamide, DMAc, NMP, pyridine, tetrahydrofuran, acetone and dichloromethane. PDHPA-nCs were insoluble in ethanol, methanol and water, as shown in Table 2.
To prepare for the transparency test, the solutions consisting of DHPA-nC in acetone (0.1 g ml−1) were cast onto glass plates, and the plates were heated at 50 °C under normal pressure for 6 h to gradually remove the solvent from the polymer to avoid gas bubble formation inside the films. The resulting transparent films that formed on the glass plates are shown in Figure 3. The transparencies of the coating films, which had a thickness of 10 μm, on the glass plates ranged from 91 to 93% at 450 nm, which are sufficiently high for use as a transparent film. However, slight coloration was observed due to the chemical instability of the alkandioyl chloride.

Glass plates coated with DHPA-nC films with various alkylene groups with a carbon number(n) that ranged from 4 to 10, indicating high transparency of polymers. DHPA, 4-hydroxyphenyllactic acid.
Thermal properties of PDHPA-nC
The thermal behaviors of PDHPA-nC were measured by DSC. Figure 4a shows the DSC thermograms that contain a flexion region whose shape is typical of a glass-transition in a temperature range between 45 and 0 °C. When the carbon number of the aliphatic chains increased, the Tg of the polymers decreased (Figure 4b), as observed in conventional polyesters. The odd–even effect and melting points were not observed in these cases because the aliphatic–aromatic structure of DHPA is asymmetric. The 10% weight-loss temperature (Td10) of PDHPA-nC, which was determined by thermal gravimetric analyses, ranged from 290 to 330 °C (Figure 5) and was close to the decomposition of ester bonds.3

Glass transition temperature (Tg) of DHPA-nCs with various alkylene chains. (a) DSC thermograms of DHPA-nCs, (b) Plots of Tg of DHPA-nC as a function of the number of carbons in the alkylene chains(n). DHPA, 4-hydroxyphenyllactic acid.

TGA curves of the DHPA-nC polyesters with various aliphatic carbon numbers. DHPA, 4-hydroxyphenyllactic acid; TGA, thermal gravimetric analyses.
Overall, the Tg values of PDHPA-nCs were not higher than those of conventional PLA due to the flexible aliphatic chains in the diacid moiety. As shown in Figure 4a, the Tg of PDHPA-nC tended to decrease as the carbon number of the aliphatic chains increased. In comparison to a recent report on the polymerization of a bio-based furanoic acid precursor, the furanoate polyesters, which contain a ring (furanoyl) with an alkyl chain, also exhibited a decreasing Tg trend (from 86 to 23 °C as the number of carbons in the diol alkyl chain increased from 0 to 4) when the number of carbons in the cooperated diol chain increased.11 The polymerization results for furanoic acid with diol containing alkyl chains longer than 8 carbons also indicated sub-zero Tg values (from −5 °C to −30 °C) even though the structure of the furanoyl component was symmetric.12 However, when the Tg value of DHPA-nC was compared with that of other bio-based polyester structures with aliphatic diacid and diol components, such as poly(butylene succinate) and poly(ethylene succinate), the Tg value of PDHPA-4C (45 °C) was much higher than those of poly(butylene succinate) (−35 °C) and polyethylene succinate (−1 °C).13, 14 These results indicate that the benzene ring component of DHPA was effective at increasing the Tg, which motivated us to use aromatic diacid instead of aliphatic diacid.
Polymerization of methylated DHPA with aromatic diacid
To prepare DHPA-derived polyesters with improved thermoresistant properties, methylated DHPA diol was polymerized with aromatic diacylchlorides, such as isophthaloyl dichloride and terephthaloyl dichloride, to create white powders consisting of poly((d-β-phenyllactic acid methyl)-4,α-diyl)isophthalate) (PDHPA-IP) and poly((d-β-phenyllactic acid methyl)-4,α-diyl)terephthalate) (PDHPA-TP). The chemical structures of PDHPA-TP and PDHPA-IP were confirmed by their 1H-NMR spectra and FT-IR spectra (Supplementary Figure S3). Their molecular weights were comparable to those of PDHPA-nC (a sample of molecular weight distribution of DHPA-TP was shown in Supplementary Figure S13), and the solubility values decreased slightly (Table 2).
The transparent films of PDHPA-IP and PDHPA-TP were processed by casting onto glass plates from homogeneous and viscose DMAc solutions at high concentrations (50 w/v%), followed by drying in vacuo at 100 °C. The coats were easily peeled from the glass plates to form self-supporting films (Figure 6). The light transparency of the films at 450 nm was 95% for PDHPA-IP and 98% for PDHPA-TP. The transparency was higher than that recorded for the previously mentioned aliphatic films, which may be due to the aromatic diacyl chloride being more stable than the aliphatic diacyl chloride, leading to the formation of more colorless films. The refractive index of the films ranged from 1.58 to 1.59 at 589 nm, which was higher than those observed for the PLAs and comparable to those observed for poly(ethylene terephthalate) and polycarbonate due to the high electron density of the phenyl rings.15, 16

Images of aromatic polyester films derived from microbial DHPA-derived polyester: (a) PDHPA-TP film, (b) PDHPA-IP film, (c) PDHPA-TP powder, and (d) PDHPA-TP fiber. DHPA, 4-hydroxyphenyllactic acid; PDHPA-IP, poly((d-β-phenyllactic acid methyl)-4,α-diyl) isophthalate); PDHPA-TP, poly((d-β-phenyllactic acid methyl)-4,α-diyl) terephthalate).
Based on DSC, PDHPA-IP and PDHPA-TP exhibited a Tg at 115 °C and 130 °C, respectively (Figure 7). The Tg of PDHPA-TP was higher than those of the other bio-based polyesters that contained one rigid ring member with a cooperated alkyl chain, such as poly(ethylene furanoate) (PEF), poly(butylene terephthalate) (PBT) (66 °C) and poly(ethylene terephthalate) (PET) (76 °C).4, 12, 17 In addition, this value surpassed those of other lactide-derived polyesters, such as PLAs and poly(phenyllactic acid)s (>50 °C).6, 7, 15, 18 The Tg value indicates that PDHPA-TP possesses significantly improved thermoresistance. The benzene components of DHPA strongly contributed to the rigidity of the bio-based PDHPA-IP and PDHPA-TP. However, the DSC curves for DHPA-TP and DHPA-IP did not contain a melting point (that is, they are amorphous) because each DHPA diol unit is asymmetric. The Td10 of PDHPA-IP and PDHPA-TP were determined to be 300 °C and 350 °C, respectively, based on the thermal gravimetric analyses curves, and these values are comparable to those of PDHPA-nC (Figure 8), which is most likely due to the instability of the ester linkages.

DSC thermograms of DHPA-IP and PDHPA-TP. DHPA, 4-hydroxyphenyllactic acid; DSC, differential scanning calorimetry; PDHPA-TP, poly((d-β-phenyllactic acid methyl)-4,α-diyl) terephthalate).

TGA curves of PDHPA-IP and PDHPA-TP. PDHPA-IP, poly((d-β-phenyllactic acid methyl)-4,α-diyl) isophthalate); PDHPA-TP, poly((d-β-phenyllactic acid methyl)-4,α-diyl) terephthalate); TGA, thermal gravimetric analyses.
Thermomechanical behavior of DHPA-derived polyesters
To avoid solvent residue and heat shock that may result in the polymer fiber becoming brittle, a roll-pulling method was used as described in the experimental section according to the method reported by Person et al.19 We processed PDHPA-4C into fibers at temperatures above the Tg of each polymer. The other PDHPA-nCs with n=5 to n=10 behaved as sticky liquids at room temperature. Therefore, only solid fibers of PDHPA-4C, PDHPA-TP and PDHPA-IP were chosen for mechanical testing at a temperature that was slightly higher than the Tg, and the polymer fibers were pulled out gradually at a steady rate using a speed-controlling roller. The polymer fibers exhibited uniformity in thickness along their whole length. Figure 9 shows the tensile curves of the DHPA-derived polyesters, and in Table 3, the tensile test results for the DHPA-derived polyesters are summarized. PDHPA-4C exhibited the highest stress-at-break and strain ratio of 8% because the polymer structure possessed a good balance of flexibility and rigidity compared with those of PDHPA-IP and PDHPA-TP. However, all of the fibers exhibited a low mechanical strength due to their low molecular weight. PDHPA-IP and PDHPA-TP exhibited higher Young’s moduli due to their rigid molecular architecture. The polymer chain micro-motion was reduced by the rigidity of the phenylene ring in the terephthalate structure of PDHPA-TP, leading to the highest Young’s modulus value as well as Tg among all of the prepared polymers.19 However, the Young’s modulus value of the DHPA-derived polyester (maximum 14.46 MPa) is much lower than that of the well-known industrial poly(ethylene terephthalate) (3000 MPa) due to a lack of crystallinity.

Stress-strain curves of DHPA polyesters (PDHPA-PEs): (a) PDHPA-4C, (b) PDHPA-IP and (c) PDHPA-TP. PDHPA-IP, poly((d- β-phenyllactic acid methyl)-4,α-diyl) isophthalate); PDHPA-TP, poly((d-β-phenyllactic acid methyl)-4,α-diyl) terephthalate).
Hydrolytic degradation of DHPA-derived polyester
A hydrolysis screening test was conducted with representative polyesters, such as PDHPA-4C, PDHPA-IP and PDHPA-TP, because these polyesters had Mn value appropriate for evaluation, and those were solid to be easily rinsed after hydrolysis. Emulsion of the tested polymers was used by dispersing them in a water/DMAc solution, which created conditions that were favorable for more rapid degradation. Figure 10 shows the weight-loss (A) and molecular weight distribution (B) curves of PDHPA-4C, PDHPA-TP and PDHPA-IP before and after hydrolytic degradation at 80 °C for 4 days. Table 4 lists the Mn and polydispersity index of PDHPA-4C, PDHPA-TP and PDHPA-IP before and after hydrolytic degradation. The degradation rate was calculated according to the following equation:

Weight loss (a) and Mn (b) of PDHPA-4C (circle marker), PDHPA-IP (triangle marker) and PDHPA-TP (square marker) during hydrolytic degradation at 80 °C as a function of degradation time. (c) GPC curves of PDHPA-TP before and after hydrolysis at a pH of 7.4 at 80 °C. PDHPA-IP, poly((d-β-phenyllactic acid methyl)-4,α-diyl) isophthalate); PDHPA-TP, poly((d-β-phenyllactic acid methyl)-4,α-diyl) terephthalate).

where DP is the degree of polymerization estimated from Mn and DP(t2) and DP(t1) are the DP values at degradation times t2 and t1, respectively.20 The k values of the polymers were 0.519 per day, 0.301 per day and 0.230 per day for DHPA-4C, DHPA-IP and DHPA-TP, respectively. The k values decreased in the following order: PDHPA-4C>PDHPA-IP>PDHPA-TP. This trend is consistent with the solubility of the polymers (PDHPA-4C<PDHPA-IP<PDHPA-TP). According to the studies by Tsuji et al.21, 22 the k value of PLA is 0.506, and the k value of PDHPA-4C is higher than that of PLA. However, the k values of PDHPA-IP and PDHPA-TP were lower than that of PLA with a similar initial Mn value.
Figure 10c shows the gel permeation chromatography (GPC) chromatogram of PDHPA-TP before and after hydrolysis at a pH of 7.4 and 80 °C. The longer hydrolysis time resulted in a longer retention time of the polymer in GPC, which indicated that the lower molecular weight polymer fractions were caused by the hydrolysis of ester bonds in the presence of water. After 4 days, the oligomeric fractions contained ~2000–4000 g mol−1. The differences in the hydrolysis results may be due to differences in the initial molecular weight or sample preparation.
Conclusion
The W. fluorescens pprA gene encoding a PPR was expressed in a l-tyrosine-producing Corynebacterium glutamicum ATCC21573 strain, and optically pure (>99.9%) d-4-hydroxy-β-phenyllactic acid (DHPA) was produced as a final product. Glucose was converted to 11 g l−1 DHPA under the optimized fermentation conditions. Bio-based DHPA-polyesters with benzene rings in their backbones were successfully synthesized using microbial DHPA. The carboxylic acid of DHPA was methylated for use as a diol monomer, which was effectively polycondensed with aliphatic diacyl chloride and bioavailable terephthaloyl chloride. Therefore, a polylactate derivative with a Tg of 130 °C was obtained. This Tg is the highest reported value reported for PLA. In addition, the transparency remained high, which strongly suggests that bio-derived PLA derivatives could contribute to the field of transparent bioplastics. DHPA-PEs were processed into fibers and used for characterization of mechanical properties. DHPA-TP, which possessed the most balanced molecular topology, exhibited the highest Young’s modulus. The hydrolysis of DHPA-PEs was evaluated under emulsion condition, and a degradation rate lower than that of PLA was observed due to the less reactive monomer.

Synthetic route to polyesters from methylated DHPA and various acids. (a) DHPA methylation. (b) Polymerization of methylated DHPA with various acids. DHPA, 4-hydroxyphenyllactic acid.
References
Mülhaupt, R. Green polymer chemistry and bio-based plastics: dreams and reality. Macromol. Chem. Phys. 214, 159–174 (2013).
Kaneko, T., Tran, H. T., Shi, D. J. & Akashi, M. Environmentally-degradable, high-performance plastics from phenolic phytomonomers. Nat. Mater. 5, 996–970 (2006).
Williams, S. F., Martin, D. P. in Medicine and PharmacyIn Biopolymers, vol. 4 (eds Steinbüchel A. & Doi Y.) 91–103 (Wiley-VCH, Weinheim, Germany, 2005).
Gilding, D. K. & Reed, A. M. Biodegradable polymers for use in surgery - polyglycolic/poly (lactic acid) homo- and copolymers. Polymer 20, 1459–1464 (1979).
Sharon, C. & Sharon, M. Studies on biodegradation of polyethylene terephthalate: a synthetic polymer. J. Microbiol. Biotechnol. Res. 2, 248–257 (2012).
Fujita, T., Nguyen, H. D., Ito, T., Zhou, S., Osada, L., Tateyama, S., Kaneko, T. & Takaya, N. Microbial monomers custom-synthesized to build true bio-derived aromatic polymers. App. Microbiol. Biotechnol. 97, 8887–8894 (2013).
Nguyen, H. D., Jin, X., Kaneko, D. & Kaneko, T. Syntheses of high molecular weight poly(l-phenyllactic acid)s by a direct polycondensation in the presence of stable lewis acids. Chem. Lett. 40, 584–585 (2011).
Hagino, H., Nakayama, K. & Yoshida, H. Process for the production of L-tyrosineUS. Patent 3787287 (1974).
Fujii, T., Shimizu, M., Doi, Y., Fujita, T., Ito, T., Miura, D., Wariishi, H. & Takaya, N. Novel fungal phenylpyruvate reductase belongs to D-isomer-specific 2-hydroxyacid dehydrogenase family. Biochim. Biophys. Acta 1814, 1669–1676 (2011).
Kikuchi, Y., Date, M., Yokoyama, K., Umezawa, Y. & Matsui, H. Secretion of active-form Streptoverticillium mobaraense transglutaminase by Corynebacterium glutamicum: Processing of the pro-transglutaminase by a cosecreted subtilisin-like protease from Streptomyces albogriseolus. App. Env. Microbiol. 69, 358–366 (2003).
Jong, E., Dam, M. A., Sipos, L., Gruter, G.-J. M. in Biobased Monomers, Polymers, and Materials, (eds Smith P. et al., 1–13 (ACS Symposium Series; American Chemical Society, Washington, DC, USA, 2012).
Tsanaktsis, V., Papageorgiou, G. Z. & Bikiaris, D. A facile method to synthesize high-molecular-weight biobased polyesters from 2,5-furandicarboxylic acid and long-chain diols. J. Polym. Sci. A Polym. Chem. doi: 10.1002/pola.27730 (2015).
Pfefferkorn, D., Kyeremateng, S. O., Busse, K., Kammer, H. W., Thurn-Albrecht, T. & Kressler, J. Crystallization and melting of poly(ethylene oxide) in blends and diblock copolymers with poly(methyl acrylate). Macromolecules 44, 2953–2963 (2011).
Xu, J. & Guo, B. H. Poly(butylene succinate) and its copolymers: research, development and industrialization. Biotechnol. J. 5, 1149–1163 (2010).
Garlotta, D. A literature review of poly(lactic acid). J. Polym. Environ. 9, 63–84 (2011).
Parvin, M. & Williams, J. G. The effect of temperature on the fracture of polycarbonate. J. Mater. Sci. 10, 1883–1888 (1975).
Rajakuma, P.R. & Nanthini, R. Thermal and morphological behaviours of polybuthylene terephthalate/polyethylene terephthalate blend nanocomposites. Rasayan J. Chem. 4, 567–579 (2011).
Simmons, T. L. & Baker, G. L. Poly(phenyllactide): synthesis, characterization, and hydrolytic degradation. Biomacromolecules 2, 658–663 (2001).
Persson, M., Lorite, G. S., Cho, S., Tuukkanen, J. & Skrifvars, M. Melt spinning of poly(lactic acid) and hydroxyapatite composite fibers: influence of the filler content on the fiber properties. App. Mater. Int 5, 6864–6872 (2013).
Pitt, C.G. & Zhong-wei, G. Modification of the rates of chain cleavage of poly(caprolactone) and related polyester in the solid state. J. Control. Release. 4, 283–292 (1987).
Tsuji, H., Eto, T. & Sakamoto, Y. Synthesis and hydrolytic degradation of substituted poly(DL-Lactic Acid)s. Materials 4, 1384–1398 (2011).
Tsuji, H., Mizuno, A. & Ikada, Y. Properties and morphology of poly(L-lactide). III. Effects of initial crystallinity on long-term in vitro hydrolysis of high molecular weight poly(L-lactide) film in phosphate-buffered solution. J. Appl. Polym. Sci. 77, 1452–1464 (2000).
Acknowledgements
The research was financially supported by the Advanced Low Carbon Technology Research and Development Program (ALCA, 5100270) of the Japanese Science and Technology Agency (JST), and was partially promoted by COI program (Construction of next-generation infrastructure using innovative materials - Realization of a safe and secure society that can coexist with the Earth for centuries-) supported by JST, Tokyo, Japan.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Competing interests
The authors declare no conflict of interest.
Additional information
Supplementary Information accompanies the paper on Polymer Journal website
Supplementary information
Rights and permissions
About this article

Cite this article
Nguyen, H., Kaneko, T., Takaya, N. et al. Fermentation of aromatic lactate monomer and its polymerization to produce highly thermoresistant bioplastics. Polym J 48, 81–89 (2016). https://doi.org/10.1038/pj.2015.80
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1038/pj.2015.80
This article is cited by
-
Renewable polymeric materials for electronic applications
Polymer Journal (2017)
-
Alternative fermentation pathway of cinnamic acid production via phenyllactic acid
Applied Microbiology and Biotechnology (2016)
